
Guideline
Supply Chain Management
in Electronics Manufacturing
German Electrical and Electronic Manufacturers’ Association
Impressum
Guideline
Supply Chain Management in Electronics Manufacturing
Published by:
ZVEI - German Electrical and Electronic
Manufacturers’ Association
Electronic Components and Systems Division
PCB and Electronic Systems Division
Lyoner Straße 9
60528 Frankfurt am Main, Germany
Phone: +49 69 6302-267
Fax: +49 69 6302-407
E-mail: [email protected]
www.zvei.org
Responsible: Bernd Künstler, ZVEI
Editorial team:
Hans Ehm, Inneon Technologies
Tom Effert, Leopold Kostal
Daniel Geiger, Siemens
Simon Geisenberger, Osram Opto Semiconductors
Ernst Kastenholz, Zollner
Klaus Neuhaus, Sanmina-SCI
Lars Pötzsch, Harting Electronics
Dirk Rimane, Sasse Elektronik
Manuela Zeppin, Inneon Technologies
Michael Ginap, Avineo
Christian Schober, Schober Unternehmensentwicklung
Editor: Laura Korfmann, Inneon Technologies
And many other representatives of member companies of the ZVEI, whose
names are listed in the Appendix.
Critically reviewed by Alexander Florczak, Robert Bosch, Helmut Heusch-
neider, Continental Automotive, Prof. Dr. Klaus-J. Schmidt and Jörg Kuntz,
AKJ Automotive and Dr.-Ing. Holly Ott, TUM School of Management.
November 2014
While every care has been taken to ensure the accuracy of this document,
ZVEI assumes no liability for the content. All rights reserved. This applies in
particular to the storage, reproduction, distribution and translation of this
publication.
Guideline
Supply Chain Management
in Electronics Manufacturing
German Electrical and Electronic Manufacturers’ Association
4
Foreword 8
1 Supply Chain Management –
Definition, Fundamentals, Standards
10
1.1 Dening supply chain management 10
1.2 SCOR
®
model 11
1.3 Skilled workforce along the supply chain 12
1.4 Overview of supply chain management standards 13
1.4.1 Selection of different strategies 13
1.4.2 Levels of supply chain design 14
1.4.3 Supply chain controlling KPIs 15
1.4.4 Supply chain interfaces 16
1.4.5 Identication and packaging 16
1.4.6 Supply chain management cost factors 16
1.4.7 Future requirements for standardised and
ad-hoc communication processes 17
2 Robust Supply Chains with High
Responsiveness and Flexibility
18
2.1 Measuring and increasing exibility 18
2.1.1 Denition of exibility 18
2.1.2 Triggers demanding greater exibility 19
2.1.3 Guideline for measuring and increasing exibility 19
2.2 Measuring and increasing responsiveness 21
2.2.1 Denition of responsiveness 21
2.2.2 Measuring responsiveness 21
2.2.3 Guideline for measuring and increasing
responsiveness 21
2.3 Measuring and increasing forecast accuracy and measuring
and reducing the bullwhip effect 23
2.3.1 Denition of the bullwhip effect 23
2.3.2 Denition of forecast accuracy 25
2.3.3 Measuring forecast accuracy 25
2.3.4 Guideline for measuring and increasing
forecast accuracy 26
2.3.5 Guideline for measuring and reducing the
bullwhip effect 26
2.4 Meaning of a robust supply chain 27
2.5 Denition of a robust supply chain 28
2.6 Development of a robust supply chain 28
2.6.1 Risks to the individual areas 28
2.6.1.1 Design 29
2.6.1.2 Plan 29
Table of Contents
5
2.6.1.3 Source 30
2.6.1.4 Make 30
2.6.1.5 Deliver 31
2.6.1.6 Tabular risk summary 32
2.6.2 Safeguarding areas against risks 33
2.6.2.1 Design 33
2.6.2.2 Plan 34
2.6.2.3 Source 35
2.6.2.4 Make 37
2.6.2.5 Deliver 41
2.6.3 Organisation 42
2.7 Supply chain checklist/questionnaire 44
2.8 Conclusion to robust supply chains with a high level
responsiveness and exibility 46
3 External Framework Conditions 47
3.1 Export control 47
3.2 Customs law 48
3.2.1 Authorisations and simplied procedures 49
3.2.2 Tariff classication 49
3.2.3 Origin of goods 50
3.2.3.1 Non-preferential origin of goods 50
3.2.3.2 Preferential origin of goods 50
3.2.4 Authorised economic operator (AEO) 51
3.2.5 ATLAS 52
3.2.6 Movement of goods during business travel 53
3.3 Statistics (intrastat/extrastat) 53
3.4 Taxes 54
3.4.1 Recapitulative statements 54
3.4.2 Certicate of entry 55
3.4.3 Special case: chain transactions 56
3.4.3.1 Intra-Community triangular transactions 56
3.4.3.2 Indirect exports 56
3.4.4 Special case: consignment warehouse 57
3.5 Trafc/transport/services 58
3.5.1 Incoterms
®
58
3.5.2 Known consignor 59
3.5.3 Cargo securing/lorry 60
3.5.4 Transport of dangerous goods 61
3.5.5 Consular and model rules 61
3.6 Compliance/ethics/environmental protection 62
3.6.1 Social responsibility 62
3.6.1.1 ZVEI Code of Conduct 62
6
3.6.1.2 United Nations Global Compact 62
3.6.1.3 Conict minerals 63
3.6.2 Directives and regulations of the European Union 63
3.6.2.1 RoHS directive 63
3.6.2.2 ELV Directive 64
3.6.2.3 REACH Regulation 64
3.7 Conclusion on external framework conditions 65
4 Supply Chain Management
Education and Training
66
4.1 Process-oriented skills management 67
4.2 Hot spots for skills development 69
4.2.1 Enterprise survey as departure point 69
4.2.2 How to use the one-page guides 69
4.2.3 Sales planning and forecasting 71
4.2.4 Customs and international trade 72
4.2.5 Simulation-based optimisation 74
4.2.6 Vendor managed inventory (VMI) 76
4.2.7 EDI classic and WebEDI 78
4.2.8 Tracking and tracing 80
4.2.9 Process organisation 82
4.2.10 Shipment guidelines 84
4.2.11 Consignment 86
4.2.12 Goods labelling 88
4.2.13 Kanban 90
4.3 Education, training and skills development 92
4.3.1 Situation and need for action 92
4.3.2 Training and education pathways 92
4.3.3 Initial vocational training in the dual system 93
4.3.3.1 Room for manoeuvre in general training plans 93
4.3.3.2 Supply chain management content in general
training plans and framework curricula 93
4.3.3.3 Case study: Zollner Elektronik – supply chain
management training scheme 95
4.3.4 Degree courses at institutions of higher learning 96
4.3.4.1 Key courses of study in the supply chain
management area 96
4.3.4.2 Degree programmes offered in logistics 96
4.3.4.3 Analysis of degree course content 96
4.3.4.4 Conclusions for ongoing course development –
more focus on process-orientation 96
4.3.4.5 Implementation of supply chain management
study modules 97
4.3.5 Advanced vocational training 97
7
4.3.5.1 Key advanced vocational training courses in the
supply chain management area 97
4.3.5.2 Supply chain management – related content in
individual courses of study 97
4.3.5.2.1 Bachelor professional of management for industry 97
4.3.5.2.2 Master professional of technical management (CCI) 98
4.3.5.2.3 Bachelor professional of freight transport and
logistics (CCI) 98
4.3.6 Continued training and education 98
4.3.6.1 Continued education and training opportunities
in the supply chain management area 98
4.3.6.2 Suggestion from an industry perspective:
development of a certicate course in supply
chain management 99
4.3.7 Company training 100
4.3.7.1 Continuing education and training programmes 100
4.3.7.1.1 Case study: company training at Inneon 101
4.3.7.1.2 Case study: company training at Osram Opto
Semiconductors 102
4.3.8 Continued education and training in processes 103
4.4 Conclusion on education and training in supply chain
management 106
5 Appendix 107
5.1 Participating companies and individuals 107
5.2 List of abbreviations 111
5.3 Symbols 117
5.4 Figures 117
5.5 Tables 122
5.6 Bibliography 123
5.7 Customs and foreign trade guide (long version) 125
8
Foreword
Globalisation creates opportunities for faster
development and production. Thanks to mod-
ern communication devices, these opportu-
nities can now be exploited. The exible use
of global manufacturing capacities, com-
bined with a focus on core competencies, is
key to maintaining a sustained competitive
advantage in today’s business environment.
However, this capability requires increasingly
complex supplier networks, which must be
controlled and optimized to provide reliable,
fast and exible services.
ZVEI members also increasingly recognise the
importance of an optimal organisation of sup-
plier networks. Although this topic is equally
important for all segments of the electron-
ics industry, the initiative to set up a Supply
Chain Management (SCM) working group
and to draft this white paper was originally
launched by the ZVEI Electronic Components
and Systems Division and PCB and Electronics
Systems Division. These companies are located
upstream in the electronics value chain and
thus face higher variability and disruption risk.
As it is difcult to forecast the sales volumes
of end products, the upstream companies are
required to maintain high exibility and fast
reaction times (responsiveness). Additionally,
supplier structures are becoming increasingly
global and increasingly subject to natural dis-
asters, political upheavals and transport risks,
as well as a wide variety of individual trade
and customs regulations.
Since these challenges must be addressed
by people, organisations, processes and IT
systems, the availability of experienced and
skilled staff is one of the key success factors of
an optimised supply chain.
With this in mind, the ZVEI working group
‘Supply Chain Management in Electronics
Manufacturing’ was constituted in April 2013
to collaborate in providing recommendations
for companies that help them to better under-
stand value networks, determine their ideal
design and prepare them for future chal-
lenges. This paper focuses on the availability
of electronics components in the supply chain
for high value products such as vehicles, air-
planes, machines, industrial goods, process
systems, power plants, hospitals, medical
products, etc. In addition to the primacy of
availability, it also discusses aspects of supply
chain efciency.
The ndings have been summarised in this
industry recommendation, which in addition
to sharing expert knowledge, also suggests
courses of action and provides checklists and
best practices.
The paper examines the following topics:
• Supply chain management – denition,
fundamentals, standards
• Robust supply chains with high responsive-
ness and exibility
• External framework conditions
• Supply chain management training pro-
grammes
This white paper does not claim to be exhaus-
tive, but offers useful reference and guidance.
Every company has its own size, focus and
position and thus different levels of maturity
in supply chain management. This white paper
is based on the knowledge and expertise of
more than 80 supply chain experts from dif-
ferent companies and thus provides a sound
knowledge base for all industries with a spe-
cial focus on the electronics industry.
9
Since supply chains are also subject to con-
stant change and adaptation processes, this
document reects the current status of the
aggregated view of the participating compa-
nies. More information on updates, new docu-
ments and upcoming events can be found on
the ZVEI website. Moreover, discussion groups
and working group meetings encourage the
exchange of knowledge and experience.
We wish our readers much success in design-
ing and optimising their supply chain pro-
cesses and hope this paper provides useful
support.
Editorial team
Frankfurt am Main, November 2014
10
1 Supply Chain Management –
Denition,Fundamentals,Standards
This chapter rst claries the denition of
supply chain management and discusses the
fundamentals of the SCOR
®
model, as well the
requirements for skilled staff. Finally an over-
view of supply chain management standards
is provided.
1.1 Deningsupplychainmanagement
The term ‘supply chain’ refers to a network
of organisations involved in generating value
for the end customer in the form of products
and services via upstream or downstream
links in different processes and activities.
1
In
an industrial enterprise, the delivery of input
materials marks the starting point of a supply
chain, while the supply of nished material to
the customer marks the ending point.
Business processes are becoming increasingly
complex as a result of growing market globali-
sation. Additionally, to save costs and increase
responsiveness, companies are under constant
pressure to optimise their production and sup-
ply chains.
With competition becoming increasingly
erce, price, quality and functionality are
no longer the sole key deciding factors for
a purchase decision. Flexibility, speed and
customer satisfaction have also become top
priorities. This can be achieved by improving
the service and customising products to meet
specic requirements. The success factor time
1 Christopher, 1998
(meaning to be fast) describes the necessary
adaptation of companies to changing compe-
tition and market conditions.
In short, the demands placed on companies
and supply chain management have multi-
plied, necessitating greater exibility within
the supply chain,
2
and companies that fail to
adapt in time to the changing conditions face
substantial disadvantages in terms of prota-
bility and long-term competitiveness.
3
2 Blecker and Kaluza, 2000
3 Beckmann, 2004
DELIVER
RETURN
RETURN RETURN
SOURCEDELIVER
PLAN
MAKE
PLANPLAN
RETURN
RETURN
RETURNRETURN
MAKE
DELIVER
SOURCE
RETURN
MAKE
Supplier
Internal or External
Customer
Internal or External
Customers'
Customer
Suppliers'
Supplier
SOURCE
DELIVER
SOURCE
RETURN
Your Organisation
Figure 1: Supply chains extend from the supplier’s supplier to the customer’s customer (SCOR
®
model) (Copyright Osram OS)
Figure 2: Development and importance of strategic success factors
(based on Blecker and Kaluza, 2000) (Copyright ZVEI)
now
before
Service
Costs
Quality
Individualisation Functionality
Time

11
„The supply chains of best practice compa-
nies are nearly twice as fast as the average!“
(Prof. Dr. Wildemann)
1.2 SCOR
®
model
This recommendation (Supply Chain Manage-
ment in Electronics Manufacturing) is based
on the current 2012 version 11.0 of the
SCOR
®
model that was rst developed and
published by the APICS Supply Chain Council
(APICS SCC), a global non-prot organisation,
in 1996, and has been continuously revised
since. The Supply Chain Operations Refer-
ence model (SCOR
®
) is a management tool to
assess and analyse supply chain performance.
SCOR
®
represents a global standard in sup-
ply chain management by providing a unique
framework that determines and links perfor-
mance metrics, processes, best practices and
people’s skills into a unied structure.
4
The
SCOR
®
model can be used to describe the
value chains from the supplier’s supplier to
the customer’s customer and is organised
around the six primary management pro-
cesses – Plan, Source, Make, Deliver, Return
and Enable.
4 APICS Supply Chain Council (SCC), 2014
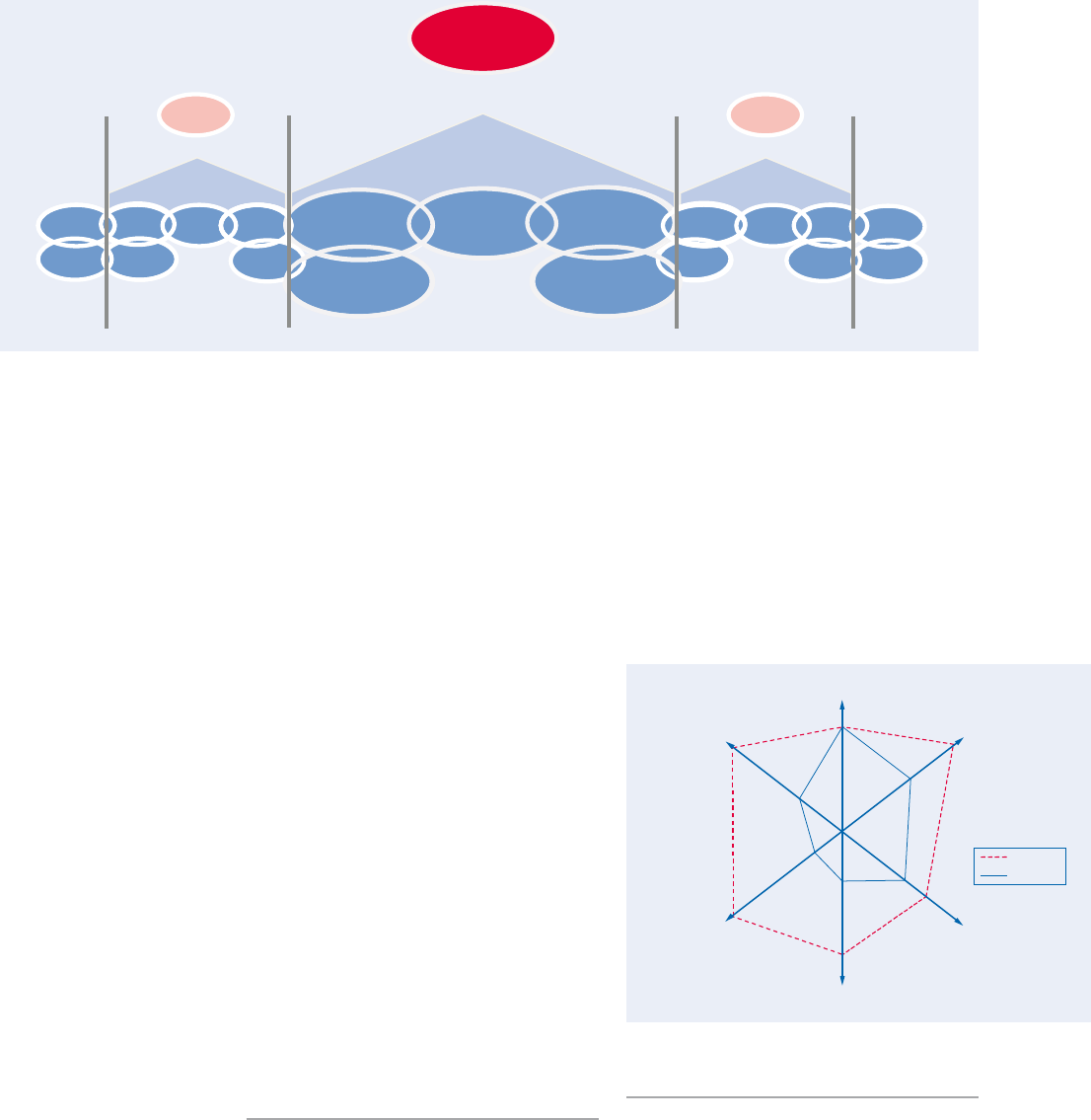
Figure 3 and Figure 4: Supply chain impact
(Copyright Figure 3 Wildemann, Copyright Figure 4 Cohen and Roussel, 2013)
Figure 5: Processes within the SCOR
®
model (Copyright ZVEI)
Plan Plan Plan
Source Source
Source
Make
Make MakeDeliver Deliver
Deliver
Return
Return
Return
Return
Return
Return
Enable Enable
Enable
Supplier
Company
Customer
Companies that use
their supply chains
strategically realize
better business
results than their
competitors
Sales growth
Profitability
Nett asset turns
Percentage of industry average
50 60 70 80 90 100 110 120 130 140 150
50 60 70 80 90 100 110 120 130 140 150
50 60 70 80 90 100 110 120 130 140 150
BICCs
Non-BICCs
BICCs
Non-BICCs
BICCs
Non-BICCs
The impact of supply chain
management stems from the
creation of transparency along
the entire value chain and the
consequent avoidance of informa-
tion asymmetries.
Delivery reliability + 40%
Capacity utilisation + 10%
Delivery time - 30%
CT (production) - 10%
Inventories - 20%
Management expenditure - 15%
Purchasing costs - 20%
Sales costs - 15%
Production costs - 5%
These companies
also achieve better
supply chain perfor-
mance
Delivery performance to commit date (%)
Total supply chain management costs (% of industry TSCMC)
Cash-to-cash cycle time (days)
0 20 40 60 80 100
50 60 70 80 90 100 110
0 20 40 60 80 100
BICCs
Non-BICCs
BICCs
Non-BICCs
BICCs
Non-BICCs

12
The Plan process links demand and supply
activities and coordinates all other processes
within one value-added level or across com-
panies. For example, the Plan instance coor-
dinates scheduling activities of procurement
(Source), manufacturing (Make) or sales order
fulllment (Deliver) and thus ensures smooth
collaboration within a company or along the
entire supply chain.
The Source process combines all activi-
ties related to the procurement of materials
required to meet planned or actual demand. It
also includes operational activities regarding
suppliers and material inspection.
Make refers to the actual manufacturing pro-
cess, i. e. all processes required to manufac-
ture a nished end product from the materials
provided by Source. This also includes repairs
or services.
Transport management and storage of the
nished products are assigned to the Deliver
process, which also covers the receipt of orders
and receivables management.
Teh Return process is the interface to the sup-
plier and refers to the returning of goods or
information.
In addition to the material ow from the
supplier to the customer, the SCOR
®
model
includes an order and the value ow running
in the opposite direction, as well as non-direc-
tional information ows.
Enable processes are not directly assigned to
an instance, but provide the basis (i. e. ena-
ble) the processes Source, Make, Deliver, Plan
and Return. This includes the necessary regu-
latory body, guidelines and conditions such as
performance measurement, risk management,
master data management, human resource
decisions or network planning.
1.3 Skilled workforce along the supply
chain
Supply chain experts and managers should be
capable of understanding and managing sys-
tem and methods knowledge, actual produc-
tion processes as well as material and infor-
mation ows.
This capability requires emotional and social
moderating as well as communication skills,
in addition to problem solving skills, such as
analytic abilities. In other words, supply chain
experts and supply chain managers must be
generalists in their eld of knowledge.
Figure 6: The supply chain is about processes (according to SCOR
®
) relating to material, information and value ows.
(Copyright Inneon Technologies)
Information Flow
Material Flow
Value Flow
Source Make Deliver
Plan
ReturnReturn
Boxes
Bytes
Bucks
13
Supply Chain generalists need to be familiar
with the actual situation and processes along
the supply chain and understand the methods,
organisational forms and tools to be used. A
basic understanding of controlling, business
economics and IT systems, e. g. in ERP (Enter-
prise Resource Planning), APS (Advanced
Planning System), EDI (Electronic Data Inter-
change) and MES (Manufacturing Execution
System) is required.
To ensure the supply of logistics specialists, it
is recommended that external networks be set
up and expanded, collaboration with universi-
ties and associations fostered, and discussions
with educational facilities started concerning
training and study contents. The following list
provides an overview of frequently used meth-
ods to contact potential job applicants:
• awarding project assignments and intern-
ships to potential applicants,
• offering Bachelor’s and Master’s disserta-
tions as well as doctoral theses to students
• employing working students,
• recruiting graduates of logistics and supply
chain studies,
• offering dual track studies to retain stu-
dents in the long term,
• providing on-the-job in-house training and
qualication measures.
Large companies often design their own quali-
cation programmes to introduce staff to sup-
ply chain management and to further provide
training in specic areas. Some companies
even choose to run their own supply chain
academies in order to foster and develop sup-
ply chain talent.
More information on the subject of training
and qualication is provided in chapter 4.
1.4 Overview of supply chain
management standards
This section lists sample approaches intended
to provide an initial overview of the different
strategies, levels of supply chain design, key
performance indicators (KPIs), interfaces, cost
factors and future requirements for communi-
cation processes in supply chain management.
The words written in blue and bold refer to
topics that will be explained and detailed in
the following chapters of this white paper.
1.4.1 Selection of different strategies
The following examples represent a small
selection of the many different SCM strategies
and approaches in place:
• Efcient Consumer Response (ECR) with
logistics components: from vendor/sup-
plier managed inventory (VMI/SMI) and
cross-docking (demand-driven goods dis-
tribution) to synchronised production and
urban production,
• Customer Relationship Management (CRM)
and relationship marketing: continuously
improving customer satisfaction, customer
loyalty and customer acquisition,
• postponement strategies: reducing semi-
nished and nished goods inventories
through delayed differentiation,
• sourcing strategies: single sourcing and
multiple sourcing procuring modules/sys-
tems from system suppliers (modular/sys-
tem sourcing) and developing the market
by systematically expanding the procure-
ment policy to international sources (global
sourcing),
• production and procurement strategies:
Kanban with just-in-time production sys-
tems (JIT) / just-in-sequence (JIS) produc-
tion systems, consignment, indicators of
progress to provide transparency by closely
linking the supplier and customer and man-
aging the collaboration via call-off orders
and JIT delivery schedules, etc.,
• supplier management: qualication, pur-
chasing, logistics, quality,
• electronic marketplaces: as platforms for
the commercial exchange of goods and ser-
vices and the option of selling products at a
certain time and place,
14
• inter-organisational collaboration: includ-
ing the creation of between legally inde-
pendent partners within the network of a
supply chain via the Internet,
• virtual freight exchanges: to improve ship-
ping capacity utilisation and reduce ship-
ping costs, tracking and tracing (external/
internal) to monitor shipments, e-auctions,
etc.,
• disposal and recycling strategies: which
should also be mentioned for the sake of
completeness.
1.4.2 Levels of supply chain design
In order to assess the different levels of supply
chain design, it is necessary to rst explain
possible approaches or methods to supply
chain management before going into more
detail on the various tools.
Methods
Many companies design their supply chains
by rst introducing and applying general
approaches to SCM and subsequently resolv-
ing the process issues.
The rst SMC approaches to be implemented
in-house often include lean processes and
continuous improvement processes (CIP), time
management methods (‘Arbeitsablauf-Zeit-
analyse’, AAZ) such as methods-time meas-
urement (MTM) or REFA (methods of the Ger-
man REFA Association for Work Design/Work
Structure, Industrial Operation and Corporate
Development) and value stream optimisation
and design and improving process ows.
The following approaches are used in-house
and across companies focusing on the cus-
tomer and/or supplier: design for manufac-
turing (product, process and logistics-related)
and design for testability, design to cost, etc.
In addition, digital or cross-linked factories
and simulations are introduced as well as
inter-company comprehensive value stream
design from the customer (or customer’s cus-
tomer) and the company’s own production to
the supplier/distributor/manufacturer.
The methodology introduced with the SCOR
®
model in the mid-90s has proved to be reliable
for the practical analysis and design of supply
chains and can also be used for the strategic
coordination of the aforementioned methods
thanks to its top-down approach. This meth-
odology has only recently been expanded to
include the ‘Management for Supply Chain’
(M4SC) concept.
The idea of supply chain segmentation plays
a major role in supply chain design and opti-
misation. In this context, a supply chain can
be understood as a well-dened value stream
that combines products/services and custom-
ers/markets. Supply chain segmentation thus
connects product and market segmentation.
The aim of supply chain segmentation is to
align separate supply chains to the strategic
business requirements in order to avoid a one-
size-ts-all approach to performance manage-
ment and control. Consequently, supply chain
segmentation is essential in establishing
supply chain management as a control tool
aligned to the relevant market requirements.
SCM tools
This section lists the most common SCM tools
according to their relevant application area
and does not claim to be exhaustive.
15
Two commonly used tools to reduce inventory
are inventory decomposition using ABC/XYZ
analyses and stock coverage and inventory
turnover analyses. By analysing the inventory
range, items can be classied in fast movers
(<3 months), moderate movers (3-12 months)
and slow movers (>12 months).
Cycle time and set-up time analyses are also
extensively performed to understand time
losses. Electronic tools are frequently used
to improve inventory control and reduction:
eKanban, min-max control, C item manage-
ment, etc. Additionally, strategic partnerships
are often established between supplier and
customers to improve inventory management,
including consignment and VMI.
The following SCM tools are used, among
others, to reduce shipping costs: system-sup-
ported shipping requests, automatic shipping
cost calculation, self-billing processes, sum-
mary invoices, standard and returnable pack-
aging, milk runs and round trips, hubs (inter-
nal/external), cross-docking (demand-driven
goods distribution), freight pooling, shipping
guidelines, etc.
For IT support the following tools are wide-
spread in today’s industry: EDI and WebEDI,
barcodes (2D, data matrix, etc.), RFID, BI
(databases; data warehouses), ERP and MES
systems, CAx systems, electronic work ows,
alternative stocktaking procedures, inter-
nal tracking and tracing, comprehensive
traceability, etc.
Accurate, timely and useful information is
essential to effective and optimized supply
chain management, and therefore many com-
panies use internet portals or supply chain
‘cockpits’ to disseminate critical supply chain
information (order statuses, inventories,
inventory ranges, etc.). Additionally, sharing
supply chain information can be dissemi-
nated effectively through the internet, using
e-Learning modules, computer-aided train-
ing, and internal Wikis.
1.4.3 Supply chain controlling KPIs
Supply Chain key performance indicators (KPI)
are used to measure the performance and
quality of a supply chain. Although KPIs need
to be viewed from within their own context,
their importance increases when compared to
a company’s own or external business data.
Examples of KPIs and other aids (results-ori-
ented and time-limited):
• Sourcing KPIs:
delivery times, price trends according to
commodity groups, etc.,
• Planning KPIs:
forecastaccuracyandexibility,
• Warehousing KPIs:
warehouse inventory, inventory turnover
factor, inventory range, etc.,
• Production KPIs:
utilisation rates of business divisions (pro-
duction facilities), cycle times, set-up
times, etc.,
• Distribution KPIs:
orders in hand including forecasts, order
backlog, invoice backlog, total sales/sales
by business division, etc.,
• Financial process KPIs:
productivity and protability KPIs, etc.,
Non-quantiable data, e. g. employee know-
how, is difcult to express in gures. Since
KPIs are determined at a certain point of time
and are therefore static, they should be speci-
ed promptly with the process ows.

16
Additionally, KPIs provide information on the
‘what’ and ‘where’, but not on the ‘how’. They
neither indicate how they have been compiled
nor how to proceed.
The SCOR
®
model provides guidance in this
matter with standardised KPIs in a clear
structure: the KPIs (metrics) are organised in
a hierarchical structure according to perfor-
mance attributes, and they are assigned to the
relevant processes.
The strategic metrics form the top level of
the hierarchical structure. They help compa-
nies translate their strategies to supply chain
strategies. Below the strategic metrics, there
are the diagnostic metrics and, at the low-
est level, the root-cause metrics. The SCOR
®
model denes more than 500 metrics.
1.4.4 Supply chain interfaces
Supply chain interfaces are becoming more
important/critical with increased outsourcing
and globalization. Information on this subject
is detailed in the guideline issued by the ZVEI
working group ‘Traceability’.
Various identication labels serve as inter-
faces between the supply chain stages. Stand-
ardised labels such as MAT labels, GTL
(Global Transport Label for outer packaging)
VDA labels and delivery information in paper
form (e. g. shipping documents) or electronic
form (dispatch notication or EDI messages).
The electronic data interface supports the
sharing of information, ranging from plan-
ning and forecast data, inventory/require-
ments overviews, contracts and orders, order
conrmations and invoices to delivery notes
and delivery status information.
1.4.5 Identicationandpackaging
As a result of increasing cross-company stand-
ardisation, the various identication labels
can again be named as examples here, espe-
cially MAT labels for inner packaging and GTL
for outer packaging, the latter serving also as
a master label.
These labels almost always include barcodes
to enable automatic recording of data con-
tent. RFID labels are also increasingly used
and contain a passive antenna for touch-free
data reading and processing in addition to the
barcode and plain text.
Packaging is also increasingly subject to
standardisation – from standardised box for-
mats to reusable packaging and containers.
1.4.6 Supply chain management cost
factors
Various costs may incur in supply chain man-
agement. Examples of some of the most fre-
quently occurring aspects are given below:
• costs incurring from insufcient speed,
especially when it concerns semiconductor
products or semiconductor-enabled prod-
ucts. According to Moore’s Law
5
und More
than Moore
6
some semiconductor products
5 Moore, 1998
6 Zhang and Roosmalen, 2009
Performance Attribute Denition Strategic SCOR
®
-
Metric (Examples)
Reliability Ability to perform tasks as
expected
Perfect order fulllment
Responsiveness Speed at which tasks are
performed
Order fulllment cycle time
Agility Ability to respond to
marketplace changes in the
supply chain
Upside supply chain exi-
bility
Cost Costs associated with oper-
ating the supply chain
Total cost to serve
Assets Effectiveness in managing
assets (xed and working
capital) in the supply chain
Cash-to-cash cycle time
Table 1: Examples of strategic SCOR
®
model metrics (Copyright ZVEI)
Figure 7: Barcodes facilitate quick and easy reading of the
corresponding data. (Copyright Escha)

17
can be produced at increasingly lower cost,
thus losing value,
• logistics costs (shipping, handling, supply
channels, calculations, etc.),
• employment costs,
• costs incurring from the scrapping of goods,
especially in the event of short product life
cycles and inaccurate forecasts,
• costs incurring from a company’s own
inventories (in-house, consignment),
• packaging costs,
• infrastructure costs (storage facilities, IT
equipment such as manual devices, PDAs,
WLAN coverage, software), external service
providers, etc.),
• insurance costs, taxes, customs, mis-
declaration (e. g. wrong class of goods),
export controls, etc.,
• certicationcosts (e. g. through the Ger-
man Federal Aviation Ofce (LBA) for air-
freight security, authorized economic oper-
ator (AEO), etc.),
• costs for capacity and exibility provision
(storage, production, shipping capacity,
late diversication, scrapping, sales plan-
ning, etc.),
• costs resulting from special activities such as
special deliveries, interim inventories, etc.,
• costs resulting from a lack of standards,
• costs incurring from complaints and
returned shipments,
• costs incurring from sample management,
• costs caused by missing process synchroni-
sation,
• incidental costs (planning provisions, con-
tingencies, sub-optimisation).
1.4.7 Future requirements for standard-
ised and ad-hoc communication pro-
cesses
Rolling sales forecasts transmitted from the
customer in dened formats and intervals are
prime examples of requirements for stand-
ardised communications process. The fore-
casts should be internally discussed in S&OP
(Sales & Operations Planning) meetings and
incorporated into the production and order
planning derived from this data. It is recom-
mended that this process be standardised,
systematised and conducted on a regular
basis (see VDA Recommendation 5009 for the
automotive industry). Forecast accuracy is of
the essence. The better a forecast, the more
downstream processes can be run automati-
cally.
In addition to preventive measures such as
increased inventories, production exibility
(short cycle times) and exible assembly lines
in terms of the products to be produced
7
, sce-
nario planning will be increasingly requested
in the future. Scenario planing yields, differ-
ent results depending on the business and
production conditions. With information from
scenario planing, companies would be able to
respond quickly and specic to different sit-
uations.
Against the backdrop of increasing volatility,
staff and IT-supported ad hoc communication
will play an increasingly important role. Com-
munication is essential, especially in the event
of a crisis. However, it is equally important to
dene control limits with thresholds trigger-
ing an alarm for action.
7 VDA-Projektgruppe ‘Programm- und Produk-
tionsplanung’, (2008)

18
As explained in chapter 1, supply chains are
becoming more and more complex due to the
increasing number of company and country
networks as globalization increases.
The ability of companies to adapt to chang-
ing competitive and market conditions is a
key success factor. Supply chains need to be
highly exible.
8
Another critical factor is the
responsiveness of the supply chain, since this
greatly inuences the exibility and customer
satisfaction. Supply chain processes can be
optimised in this context with high forecast
accuracy and by reducing the bullwhip effect
(see chapter 2.3.1 for denition).
The robustness of a supply chain is another
core element of successful supply chain
management. The supply chain design must
ensure that they are able to withstand disrup-
tions and risks. Consequently, comprehensive
risk management plays a major role in safe-
guarding the supply chain.
The following chapter provides an overview of
the design and control of a supply chain’s cen-
tral success factors: exibility, responsiveness,
forecast accuracy and robustness.
The information provided below is based on
the SCOR
®
modell (chapter 1.2).
2.1 Measuring and increasing
exibility
Prior to presenting a guideline for measuring
and increasing exibility, it is necessary to
rst dene exibility and to identify the trig-
gers requiring greater exibility.
8 Blecker and Kaluza, 2000
2.1.1 Denitionofexibility
“The more human beings proceed according
to plan, the more effectively they may be hit
by coincidence.” (Friedrich Dürrenmatt)
Although the concept of exibility is gaining
importance, there is no clear denition of the
term. The speed at which companies adapt to
a new external situation is one part of ex-
ibility, as are the resources employed. Costs
incur both from unused exibility or the lack
of exibility.
9
We dene exibility as follows:
Flexibility is the ability of supply chains or
supply chain companies to adapt to changes
within an appropriate time frame and at a cor-
responding cost.
10
According to the SCOR
®
modell, the concept
of exibility can be subdivided as follows:
• Plan exibility includes processes and
methods.
• Source exibility groups production goods
and production procedures.
• Make exibility maps factory and plant
capacities.
• Deliver exibility deals with demand and
shipping.
Flexibility is broken down into internal
and external exibility. Internal exibility
describes internal company processes and
external exibility describes the adaptability
of a cross-company supply chain. It is also
possible to classify the concept in terms of the
planning horizon, i. e. in operational and stra-
tegic exibility.
The following observations focus on internal
and operational possibilities to measure and
increase exibility.
9 Günthner, 2007
10 Simchi-Levi, Kaminsky, Simchi-Levi and
Bishop, 2007
2 Robust Supply Chains with High
Responsiveness and Flexibility

19
2.1.2 Triggers demanding greater
exibility
A survey has been conducted among ZVEI
members to identify the most common rea-
sons for demanding exibility.
11
The list above shows the top 10 triggers for
demanding greater exibility in descending
order and assigned to the relevant SCOR
®
pro-
cess. Short-term changes in supply quantities
requested by customers (Plan) are the main
reasons for exibility, followed by the request
for shorter cycle times (Make).
11 Questionnaire sent to 50 members of the
ZVEI SCM working group, response rate 13
2.1.3 Guideline for measuring and
increasingexibility
Although it is difcult to measure exibility
using hard indicators, there are approaches
available that help make company processes
more exible.
The following recommendations for action
have been devised:
• buffer capacities at plants or dened stor-
age spaces before diversication,
• low and exible quantities in the order and
production stages,
• late diversication,
• product and inventory segmentation.
Short-term supply increases present a major
challenge for companies in terms of exibil-
ity. The challenge in this case is to determine
the appropriate amount of free capacities.
Whereas extremely high capacities lead to
high idle time costs, extremely low free capac-
ities may result in orders that cannot be ful-
lled and lead to customer dissatisfaction.
Companies often specify minimum order
quantities to lower their xed production
and administration costs. These measures,
introduced on the grounds of cost efciency,
adversely affect exibility. Flexible order and
production quantities and specifying ship-
ping costs per unit instead of xed lump-sum
freights, both help companies to support more
exible supply chains.
Another obstacle to supply chain exibility is
the increasing customer demand for custo-
misation combined with ever shorter product
life cycles. Postponement strategies are one
approach to resolving this situation. These
can relate to production (assembly postpone-
ment) or logistics (geographic postponement).
Assembly postponement focuses on keeping
products and processes generic for all prod-
ucts as long as possible. As a result, nearly n-
ished products are then nished to meet the
customer’s individual requirements, allowing
the base, generic product to remain as long
TOP 10 – Triggers for Demanding
Greater Flexibility
01 PLAN
Short-term supply volumes
demanded by customer
02 MAKE Cycle time
03 SOURCE
Short-term supply volumes
required from supplier
04 MAKE Production capacity
05 PLAN Inventory
06 DELIVER Delivery date
07 SOURCE Procurement date
08 PLAN Long-term sales forecasts
09 ENABLE
Performance capability of
the identication technology
10 ENABLE IT architecture
Figure 8: Triggers demanding greater exibility in the electronics
industry (Copyright ZVEI)

20
as possible in the production, and thus main-
taining a high level of exibility until close
to the delivery, when the customer demand is
known. In logistics, the postponement strat-
egy refers to the storage of already differen-
tiated products in central distribution hubs.
12
It is recommended that products be catego-
rised according to the order processing strat-
egy, in make-to-stock (MtS) or make-to-order
(MtO) segments. Products that require no
specic customer order to start production
should be manufactured according to the
MtS strategy. It should be possible to forecast
demand for these products as accurately as
12 Pfohl, 2004
possible to ensure they can be sold later. In
the event of low capacity utilisation, the max-
imum stock quantity of these products can be
manufactured until the capacities are required
for other purposes, e. g. for an MtO product.
Thus it is possible to achieve high production
utilisation rates while maintaining high ex-
ibility. The MtO strategy is applied for prod-
uct ramp-up or in the case when it is difcult
or not possible to establish reliable volume
forecasts. The capacity is then utilized only
once an order is received, reducing the risk
of future product scrap. For some industries
it might be advantageous to employ a combi-
nation of MtO and MtS strategies. For exam-
ple, it is often customary in the semiconductor
industry, to make to stock until the ‘Die Bank’,
i. e. as long as all chips are still on one wafer,
and use the MtO strategy from the ‘Die Bank’
onwards.
Decentralised production networks are an-
other option to increase exibility. The aim
of these networks is to localise production on
a regional level, which is particularly useful
in the case of customised products. Decen-
tralized production networks can be achieved
with sustainable manufacturing systems and
application of the relevant logistics, consist-
ing of lean and exible plants through the use
of base products and components, which are
not specic to a particular customer.
Figure 9: IC wafer: Semiconductor innovations enable new prod-
uct launches and product upgrades in ever shorter time frames.
(Copyright X-Fab)
Figure 10: Manufacturing strategies in the semiconductor industry (Copyright Inneon Technologies)
Die Bank
Raw
Material
Supplier
Producer
Tier One
Supplier
OEM
Market
Back-End &
Distribution
centre
Front-End
Make to stock processes Make to order processes
Decoupling point
Delivers to Delivers to Delivers to Delivers to
Orders from Orders from Orders from Orders from

21
2.2 Measuring and increasing
responsiveness
Prior to introducing a guideline for measuring
and increasing responsiveness, it is necessary
to dene the concept of responsiveness and
detail the measurement methods.
2.2.1 Denitionofresponsiveness
In the context of supply chain management,
responsiveness refers to the time required by a
company to adapt to changing requirements,
which can result from a variety of sources,
including product innovation, technological
process or new legal requirements.
2.2.2 Measuring responsiveness
Responsiveness can refer to:
1. Responding to a customer request: The
time measured from receiving the request
to sending the rst information relating to
the fulllment of the request to the cus-
tomer.
2. Meeting the contractually agreed respon-
siveness: The ratio between the orders
completed according to the agreement and
total number of orders served. Although
this KPI does not measure the responsive-
ness itself, but the delivery reliability, it
provides an initial indicator of responsive-
ness.
3. Fullling the customer request: Here,
responsiveness reects the speed and
ability of a company to respond to a cus-
tomer request. The complete fulllment
of the order, at least delivery time and
quantity, is usually considered. To measure
the result, the KPI On-Time In-Full (OTIF)
can be used. This KPI gives the percent
of deliveries which arrive at the customer
according to the customer’s request date
and request quantity.
To compare with a benchmark or the theo-
retically shortest possible reaction the Flow
Factor (FF) can be used. This is dened, in
this context and for this purpose, as the ratio
between the actual responsiveness and the
theoretically shortest possible reaction.
2.2.3 Guideline for measuring and
increasing responsiveness
The Flow Factor concept comes from the sem-
iconductor industry and is calculated as the
ratio of the Cycle Time (CT) to the Raw Process
Time (RPT). In turn, the Cycle Time is derived
from the ratio between Work in Progress (WIP)
and throughput, here referred to as Going
Rate (GR). Inventory refers to the number of
manufacturing units currently in a production
system and Going Rate to the number of units
manufactured per day, for example. The Raw
Process Time is the average time it takes a job
to be processed under ideal conditions, i. e.
excluding queuing times and inefcient pro-
cesses (provided all four partners involved are
fully available: man material, machine and
method). The theoretical optimum Flow Fac-
tor is thus ‘1.0’. Assuming a given variability
(α) combined with a high availability of the
four partners and their synchronisation, a low
value of α enables high process speed and
results in high utilisation rates. Reasonable
ow factors that can be achieved in the semi-
conductor production, range between 2.5 and
3.0 based on 24/7/365 operation.
13
The ow factor is often used in connection
with the operating curve, which uses variabil-
ity (α) to show the variation in the operating
curve for a standard manufacturing process
or for processes in general. Low variability α
indicates few disruptions and high utilization
is possible (Flow Factor approaches 1.0).
13 Hopp and Spearman, 2011
Flow Factor
=
Cycle Time
Raw Process Time
Cycle Time
=
Work in Progress
Going Rate (throughput)

22
Assuming a given going rate (in this exam-
ple 80 percent of the maximum capacity of
the production unit), Figure 11 illustrates that
the blue operating curve has a signicantly
smaller ow factor and thus shorter cycle time
compared to the red curve, consequently indi-
cating a considerable advantage of the blue
production network in terms of responsive-
ness. This method, tried and tested in semi-
conductor manufacturing, can also be trans-
ferred to administrative processes in general.
A key element of a company’s responsiveness
is production cycle time, as responsiveness
necessarily decreases with increasing product
cycle time. Therefore, as a short-term solu-
tion, it is recommended that a limited num-
ber (e. g. 10 percent of the manufacturing
capacity) be reserved for emergency batches
to be able to respond to customer requests
received at short notice or with high priority.
Prioritising production orders can be another
solution for such exceptional situations. How-
ever, for long term cycle time improvement,
one approach can be illustrated with the oper-
ating curve. Low variability α, in other words
small deviation from standard manufacturing
processes, enables the lowest cycle time to be
achieved, i. e. a cycle time approaching the
Raw Process Time.
Another approach to increasing responsive-
ness is the employment of different order pro-
cessing strategies.
As discussed in the section 2.1.3, products
which can be reliably forecasted can be pro-
duced as MtS, with a high capacity utilization.
The buffer stock then can fulll demand when
an MtO product is produced.
Being able to respond quickly to customer
requests is particularly challenging for com-
panies whose products have extensive bills
of materials. The many different component
parts present a higher risk of supply short-
ages and of sources of error, both reducing
responsiveness. Standardising the products
and taking a foresighted approach in contract
negotiations with customers and suppliers
are two options to handling this situation.
Improvements can be achieved, for instance,
with dual/multiple sourcing strategies such
as warehousing strategies coordinated along
the entire value chain and dened accept-
ance periods (frozen windows). The provision
of information at the point of sale within all
levels of the value chain can also contribute to
substantially increasing responsiveness.
Cross-company coordination of the entire
value chain is a major challenge. This is often
due to conicting goals and incentives along
the supply chain. For example, a market-
ing unit may inate its demand forecast to
ensure future supply for potential customers.
If the market does not materialize, these g-
Figure 11: Operating points on two different operating curves (Copyright Inneon Technologies)
Operating
Points
α = 1.47
α = 0.85
FF
FF
1
Capa
GR
Manufacturing Utilization
PU

23
ures are reduced, resulting in misalignment,
miscommunication and mistrust towards the
upstream supply chain stages and contribut-
ing to the bullwhip effect (see section 2.3).
Simulation programmes can be used to gain
an overview of the complete process chain.
Bottlenecks can thus be identied early on,
countermeasures initiated and emergency
plans developed.
Delivery Flow Factor
The Delivery Flow Factor (DFF) has been devel-
oped based on the ow factor. The DFF is the
ratio of the sum of all production jobs con-
rmed completed to the consumption quan-
tities plus the delay regarding the desired
delivery date per organisational unit.
The sum of conrmed and completed produc-
tion jobs completed includes fully or partially
completed production jobs (quantity and/or
process).
The delay regarding the desired date of cus-
tomer orders must also be considered since it
measures the production service not yet sup-
plied.
Supply backlogs of externally procured mate-
rials, e. g. commodities, must not be included.
This calculation approach shows that the
Delivery Flow Factor is an indicator of the
ability of the supply chain management and
production together to respond to changing
market requirements. This suggests that the
Delivery Flow Factor is more focused on pro-
duction (control).
In addition to the Delivery Flow Factor, it is
recommended that the replenishment lead
time and inventory coverage for in-house
produced items be considered, in order to
highlight possible interdependencies between
these two indicators. The ideal situation is
reached when DFF = 1.0. In this case, the
output of the production areas equals the
required consumption data for all levels of
the BOM to meet customer demands without
affecting the inventory structure of the organ-
isational unit (see gure). The dependency is
reected in the fact that inventories must be
increased or decreased if/when DFF ≠ 1.0.
The data required for the calculation is deter-
mined on the basis of database evaluations.
2.3 Measuring and increasing forecast
accuracy and measuring and reducing
the bullwhip effect
Prior to introducing guidelines for measur-
ing and increasing forecast accuracy and for
measuring and reducing the bullwhip effect,
the concept of bullwhip effect and forecast
accuracy must rst be dened and fore-
cast accuracy measuring methods must be
explained in detail.
2.3.1 Denitionofthebullwhipeffect
The bullwhip effect refers to ‘the phenome-
non where orders to the supplier tend to have
larger variance than sales to the buyer’.
14
The
information exchanged with regard to orders
is increasingly distorted as it travels upstream
in the supply chain. The reasons for the devel-
opment of the bullwhip effect in supply chains
can be divided into operational and behav-
ioural causes.
14 Lee, Padmanabhan and Whang, 1997
Delivery Flow Factor
=
Sum of all production jobs confirmed completed
Sum of consumption quantities plus delay regarding the desired delivery date
Figure 12: Delivery Flow Factor (Copyright ZVEI)
Confirmed and Completed
Production Jobs
Confirmed and Completed
Production Jobs
Confirmed and Com-
pleted Production Jobs
Inventory
Inventory
Customer
Requirement
Customer Requirement
Customer Requirement
Flow Factor
> 1
< 1

24
According to Lee
15
, there are four different
operational causes:
• demand signal processing,
• rationing and shortage gaming,
• order batching,
• price uctuations.
Demand signal processing describes the sit-
uation that the original customer demand is
distorted and delayed due to long lead times
between the individual company orders along
the supply chain and incorrect order volume
interpretation by downstream participants.
When demand exceeds supply, rationing and
shortage gaming occurs. Companies pass
on orders to their upstream suppliers that
are greater than the actual orders they have
received. The aim is to receive a larger portion
of the limited supply.
15 Lee, Padmanabhan and Whang, 1997
Order batching results from the various ware-
housing and storage strategies of companies
resorting to material requirements planning
(MRP), enterprise resource planning (ERP) or
advance planning systems (APS). These sys-
tems are usually based on monthly or weekly
planning cycles and issue orders at similar
times. Consequently, the majority of orders
are issued weekly/monthly, i. e. within a short
time window. Fixed order and shipment costs
or minimum order quantities – although often
necessary and reasonable – are another rea-
son for combining orders and thus further dis-
torting the original demand signal.
The fourth cause of price uctuations refers
to demand distortion by granting discounts to
drive up sales gures, for example. Due to the
periodic discounts, customers buy more than
they need and stock the excess quantity. As a
result of these additional orders, demand is
further distorted since less is ordered in the
subsequent periods than the actual demand.
Figure 13: Risks spring from unlinked supply chains – the bullwhip effect (Copyright Inneon Technologies)
Bullwhip Effect
Overshooting in
the Value Chain
Customer
OEM Tier 1 Tier 2
Semi-
conductor
Equipment
supplier
Red Line: WSTS
Forecast
Growth Rates y/y: 1997:1Q – 2014:4Qe
-50%
-40%
-30%
-20%
-10%
0%
10%
20%
30%
40%
50%
-5%
-4%
-3%
-2%
-1%
0%
1%
2%
3%
4%
5%
1Q
2Q
3Q
4Q
1Q
2Q
3Q
4Q
1Q
2Q
3Q
4Q
1Q
2Q
3Q
4Q
1Q
2Q
3Q
4Q
1Q
2Q
3Q
4Q
1Q
2Q
3Q
4Q
1Q
2Q
3Q
4Q
1Q
2Q
3Q
4Q
1Q
2Q
3Q
4Q
1Q
2Q
3Q
4Q
1Q
2Q
3Q
4Q
1Q
2Q
3Q
4Q
1Q
2Q
3Q
4Q
1Q
2Q
3Q
4Q
1Q
2Q
3Q
4Q
1Q
2Q
3Q
4Qe
1Qe
2Qe
3Qe
4Qe
1997
1998
1999
2000
2001
2002
2003
2004
2005
2006
2007
2008
2009
2010
2011
2012
2013
2014
World Semi [ToMM] market Growth
[y/y%]
World Economy, Real GDP Growth
[y/y%]
Orange Line: IHS

25
Nienhaus
16
observed the behavioural causes
when analysing the behaviour of the players
participating in the beer distribution game.
The rst behaviour, also referred to as safe
harbour strategy, describes the participants’
aim to create safety stock in order to prevent
bottlenecks and shortages. Thus, participants
place larger orders than they need and thus
articially inate demand.
The second pattern observed is the panic
strategy: participants manage their stock slop-
pily until it falls below a dened safety level.
In this case, they panic when receiving more
orders, which is reected in the signicantly
higher number of orders they issue. Conse-
quently, the demand signal is not correctly
passed on at any time.
The bullwhip effect is well documented and is
a wide-spread phenomenon in supply chains.
16 Nienhaus, Ziegenbein and Schönsleben,
2006
2.3.2 Denitionofforecastaccuracy
Forecast accuracy is the ability to forecast as
accurately as possible demand and demand
development of a customer or market segment
for a product or product group High forecast
accuracy is essential for creating efcient sup-
ply chains and preventing the bullwhip effect.
2.3.3 Measuring forecast accuracy
To continuously improve forecasts, metrics
are required that help analyse the planning
data. There is a wide variety of complex and
less complex metrics available for companies
to employ. This paper explores the two most
popular metrics and their interpretation.
The rst metric is the Mean Absolute Per-
centage Error (MAPE), which is the arithmetic
mean of the absolute deviation of the forecast
from the actual customer orders received in
relation to the actual demand. MAPE is thus
easy to calculate and can be intuitively inter-
preted.
For other analyses, the Symmetric Mean Abso-
lute Percentage Error (SMAPE) can be used.
Although it is more complex to determine
and its interpretation is less intuitive, SMAPE
is more stable in terms of demand distortion
caused by individually occurring major devia-
tion periods.
Figure 14: Typical demand distortion along a supply chain (Screenshot – Copyright Inneon Technologies)

26
The following section details activity
approaches to improve forecast accuracy. It is
recommended that the two metrics mentioned
above be used to measure the success of the
activities.
2.3.4 Guideline for measuring and
increasing forecast accuracy
Insufcient reconciliation of synchronously
running planning systems within a company
and its departments can result in coordina-
tion problems. Sharing information, enforcing
decisions and generally improving collabora-
tion is therefore essential in this context. It is
recommended that a standard framework be
created, e. g. by using the same metrics in all
planning processes and exchanging demand
data via standardised electronics formats.
Introducing a global Sales & Operations Plan-
ning process (S&OP) can help counteract the
lack of focus and system reconciliation. This
process ensures that the operational plans
are coordinated between all functions of an
organisation and thus support the business
plan in the long term.
A clear differentiation between original and
adjusted forecast data must be provided to
ensure that the analysis of deviations is not
neglected but continues to be pursued. Coher-
ent and, above all, current data is required for
a good forecast. It is recommended that the
data at the point of sale be used to capture
demand changes more quickly and more accu-
rately. This data updated on a daily or weekly
basis reects the actual and direct customer
demand. Standardised formats, preferably
the Electronic Data Exchange (EDI), should be
used for sharing this information along the
entire supply chain.
The systematic evaluation of the forecast
and analysis of its origins is one of the basic
requirements for a company’s planning pro-
cess. Systematic reporting using MAPE or
SMAPE for metrics supports the identication
of sources of error and misinterpretations.
2.3.5 Guideline for measuring and
reducing the bullwhip effect
The following discusses recommendations for
actions to counteract the operational causes
(demand signal processing, rationing and
shortage gaming, order batching and price
uctuations) of the bullwhip effect.
Insufcient or delayed information ow along
the supply chain amplies the bullwhip effect.
Improving demand signal processing involves
raising awareness of this effect, providing
good forecasts and creating transparency. By
training the parties involved in the supply
chains, the presence and causes of the bull-
whip effect can be communicated. Accurate
forecasts can also help reduce distortion of
the original demand along the supply chain.
Measures to improve the forecast accuracy
are detailed in chapter 2.3.4 Guideline for
measuring and increasing forecast accuracy.
However, it is not sufcient that each com-
pany improves its in-house forecasts for its
own use. For a reliable forecast (not limited
by production capacities), it is necessary to
have access to demand forecasts of supply
chain participants. In order to be able to make
reliable statements (capacity or order unitre-
lated) in terms of the forecast and delivery
MAPE
=
1
n
Ʃ
At – Ft
At
n
t = 1
SMAPE
=
Ʃ
At – Ft
Ʃ
n
t
=
1
n
t
=
1
( At – Ft )
t period 1 to n
n number of periods for which MAPE or
SMAPE is calculated
F
t
forecast for period t
A
t
actual demand in period t

27
time, companies need information on inven-
tories, production capacities, cycle times and
expected coverage rate of the inventory cur-
rently processed in addition to the forecasts.
Exchanging this data provides transparency,
thus ensuring long-term improvement of
the information ow along the supply chain
and counteracting one cause of the bullwhip
effect.
Rationing and shortage gaming is another
cause of the bullwhip effect. In this context
it can be helpful to segment the customers.
Instead of allocating the limited supply of
goods according to the actual order volume
on hand, customer prioritisation should follow
other criteria such as customer-specic plan-
ning quality and the general availability of
forecast data for a dened time frame beyond
the mere replenishment time.
Order batching also contributes to demand
distortion. Customers can break bulk orders
by ordering minimum quantities only instead
of their actual demand, for instance. While
higher costs may arise from the adjustment of
the customer’s production to the lower order
quantities, truckloads containing different
products from the same manufacturer may
help reduce xed transportation cost for the
individual orders. The external logistics ser-
vice provider may group different orders, also
from other companies, and thus lower freight
charges considerably. This approach can be
implemented company-wide provided that the
order volume is sufciently high.
Frequently changing prices result in a sim-
ilar phenomenon to order batching. Lower
sales prices induce customers to buy more
products than they actually need. However,
this may annoy customers who purchased the
same products earlier at regular sales prices. A
low-price policy can help counteract these two
effects of price uctuations by guaranteeing
customers permanently low sales prices.
These recommendations clearly show that it
is only possible to limit the bullwhip effect
by a mutual exchange of information, i. e.
mutual trust and transparency within the sup-
ply chain.
2.4 Meaning of a robust supply chain
Companies face major challenges resulting
from growing market globalisation and hence
continuously increasing complexity, which
requires companies to permanently optimise
their internal value chain and supply. Not only
must companies respond to higher prices and
changing market competition, they also must
manage a greater number of variants and
reduce delivery times and inventories.
17
Companies that fail to adapt in time to the
changing conditions will face substantial dis-
advantages in terms of protability and long-
term competitiveness.
18
17 Becker, 2007
18 Beckmann, 2004
Figure 15: It is essential that supply chains are robust. (Copyright ZVEI)
Sou rce Make Deliver
Design
Pla n

28
However, it is not enough just to meet and fur-
ther optimise the new requirements caused by
market changes. In closely linked global supply
chains, minor network interruptions may result
in breakdowns along the entire supply chain.
19
Therefor the focus of supply chain management
should also be on end-to-end planning, con-
trolling and monitoring processes along entire
value adding networks (supply chains)
20
, with
the aim is to identify weaknesses and risks in
supply chains early on and implement robust
processes to prevent breakdown.
2.5 Denitionofarobustsupplychain
No clear term denition of robust supply chain
can be found in the literature. Robust processes
are described as insusceptible to external errors.
Another denition of robust processes refers to
their ability to eliminate minor process devia-
tions autonomously.
21
This means that a robust supply chain must be
as reliable and immune as possible to exter-
nal inuences and risks, possibly intercept-
ing errors when they occur to minimise their
impact on downstream processes.
19 Dumke, 2013
20 Beckmann, 2004
21 Becker, 2005
2.6 Development of a robust supply
chain
To design a supply chain as robustly as possi-
ble and hence protect it from potential risks, it
is necessary to identify the weaknesses of the
individual areas of a supply chain (e. g. pur-
chasing, materials management and inbound
logistics, production planning and production,
requirements and sales planning, development
and design, outbound logistics and warehous-
ing). This paper rst discusses the risks that
may occur in the individual areas. Then, the
protection measures identied for these areas
in order to improve the robustness of the sup-
ply chain ar detailed.
2.6.1 Risks to the individual areas
A supply chain risk is the damage – assessed
by its probability of occurrence – that affects
more than one company in the supply chain
and that is caused by an event within a com-
pany, within a supply chain or its environ-
ment.
22
A number of international and rec-
ognised standards (e. g. ISO 31000 – Risk
Management, IEC 31010 – Risk Manage-
ment – Risk Assessment Techniques).
Comprehensive risk management requires
knowledge of the risks that may occur in the
different areas of the supply chain.
23
A classication of supply chain risks according
to the SCOR
®
areas is provided in the following
subsections. The Design area has been added
since, in our opinion, it also poses substantial
risks for supply chains. The Return process is
not considered since we feel it plays a minor
role in this context.
22 Kersten, Hohrath and Winter, 2008
23 Lasch and Janker, 2007
Figure 16: Research and development areas signicantly inuence the complexity
of the future supply chain. (Copyright Escha)

29
2.6.1.1 Design
The future complexity of the supply chain
and its structures is already being deter-
mined in the eld of research and develop-
ment (Design). In addition to procurement
costs, production and distribution, the prod-
uct architecture greatly inuences the variant
diversity.
24
Greater variant diversity means higher com-
plexity and risks in the downstream supply
chain processes. The use of extremely specic
purchased parts and technological dependen-
cies on individual suppliers can lead to supply
chains that are difcult to control and which
face higher risk of disruption. In this way, the
design process directly inuences the pur-
chasing strategy and supply chain of a com-
pany and dictates process ows.
Possible supply chain risks in the area of
Design are:
• increased complexity caused by variant
diversity,
• technological dependencies, specic pur-
chased parts,
• single sourcing,
24 Corsten and Gabriel, 2004
• unforeseeable procurement costs,
• geographical risks caused by the necessity
to procure goods from volatile markets,
• long-term availability of purchased parts,
• absent/insufcient collaboration with down-
stream supply chain areas (comparing/shar-
ing specialist knowledge).
2.6.1.2 Plan
Possible risks for the Plan process may arise
from the ow of information and material ow
control and planning. The uncertainties and
risks occurring here may impact all processes.
Inaccurate planning is often the result of inac-
curate information (see chapter 2.3). If infor-
mation about changing requirements or fore-
casts, capacity shortages, process disruptions
or imminent or existing supply bottlenecks
is not passed on or passed on too late within
company, the Plan process provides no basis for
decision-making. Risk indicators are thus either
incorrect or incomplete or not identied at all.
Supply
Planning
Capacity
Planning
Demand
Planning
Production
Management
Order
Management
Scenario
Plan
Marketing-
Demand
Sales
Plan
Supply Plan Demand Plan
Figure 17: During the planning process it is essential to consider foreseeable and unforeseeable events to be able to respond directly.
(Copyright Inneon Technologies)

30
Possible supply chain risks in the area of Plan
are:
• information about requirements or forecast
changes is passed on too late,
• information about requirements or forecast
changes is passed on incorrectly or not in
full,
• insufcient forecast accuracy in terms of
upstream supply chain areas,
• information about internal/external distur-
bance factors (e. g. capacity, process, qual-
ity) is passed on insufciently or not at all.
2.6.1.3 Source
The impact of supply chain risks occurring in
the Source area extends from the supplier to
production. Identifying early on the full scope
of all major procurement risks that may arise
in the procurement market or on the supplier
side is essential in managing a supplier-cus-
tomer relationship in a way that is commensu-
rate with the risks involved.
25
In addition to the geographical location of the
respective procurement source/supplier, the
stability of the supplier in terms of quality,
reliability, exibility and nancial standing
plays a key role. Delays in delivery on the
part of suppliers or their sub-suppliers signi-
cantly affect downstream supply chains.
Possible supply chain risks during the Source
process include:
• procurement markets with geographical
risks (e. g. oods, earthquakes or other
forces of nature),
• political uncertainties,
• tariff restrictions (see chapter 3.2),
• missing/insufcient supplier expertise and
exibility to be able to respond to increas-
ing requirements regarding dynamics and
quality,
• allocation vulnerability,
• long or inaccurate restocking and delivery
times,
• missing/insufcient system-supported pro-
cesses /information ows,
• missing certications.
25 Vahrenkamp and Siepermann, 2007
2.6.1.4 Make
The Make process considers the supply chain
risks of the company’s in-house production.
In this context it is necessary to rst clarify
the question as to which factors may disrupt
production systems to be able to evaluate
possible risks. Disruptions can be caused by
external and internal factors.
External factors inuence the production sys-
tem from the outside and cause disruptions
within the system. Examples are quality or
quantity-related problems with purchased
parts (see Source process).
Internal factors refer to inherent uncertainties
occurring in the event that the production
programme is not fullled or the production
system disrupted.
26
Internal factors/risks can be divided into:
• information risks,
• input risks,
• process risks,
• output risks.
27
If changes in demand structures and hence
changing capacity utilisation rates in the
affected production area are not or are insuf-
ciently passed on due to absent information
ows within a company, there is a high risk
that occurring bottlenecks are not detected in
time or not at all.
The following bottlenecks may occur in the
Make area:
• insufcient system capacities,
• insufcient tool capacities,
• insufcient workforce capacities.
Moreover, the latent danger exists that com-
panies cannot respond to technical or variant
changes in time and are thus unable to man-
ufacture products for which there is market
demand.
26 Zschorn and Käschel, 2007
27 Rogler, 2002

31
Internal input risks refer to:
• damage of goods fed into production,
• unplanned increased consumption of goods
(e. g. wastage),
• shortage of materials supplied from upstream
areas.
Unplanned production waste results in
unplanned higher upstream supply chain
demand. Companies often lack the neces-
sary response time to be able to compensate
higher material consumption, which increases
the risk of material shortage.
Process risks are disruptions that result in
quantitative or qualitative losses during the
production process. They represent another
risk factor since capacities that have been the-
oretically determined are not fully exploited
(see above).
Output risks include, among others, products
that fail to meet the specications, products
that fail to meet demand and products that
cannot be produced due to plant emergen-
cies.
28
Possible supply chain risks during the Make
process include:
• insufcient/delayed (system-supported)
information ows within companies,
• delayed (system-supported) transfer of
information, e. g. demand changes to the
affected supply chain areas,
• missing/incorrect master data,
• process disruptions,
• missing capacity evaluations,
• higher wastage,
• missing quality control loops.
28 Rogler, 2002
2.6.1.5 Deliver
The Deliver area considers the supply chain
from a company’s production to the customer.
The following errors/risks primarily occur dur-
ing the Deliver process:
• wrong point of delivery,
• schedule deviations,
• quality deviations,
• quantity deviations,
• damaged or lost goods.
Examples of a wrong point of delivery and
schedule deviations can be incorrect/faulty
order picking or packaging (e. g. caused by
untrained staff). External factors such as wait-
ing times or goods clearing problems (e. g. if
customs formalities have not been considered
early on) also contribute to schedule devia-
tions.
Figure 18 and Figure 19: Transport carrier for wafers and exible 300 mm discs: It is no longer possible to use traditional
carriers in cleanrooms for handling ultrathin wafers for energy-saving power semiconductors.
(Copyright Figure 18 X-Fab / Copyright Figure 19 Inneon Technologies)
Figure 20: Deliver process risks quickly lead to quantity and schedule problems that may incur substantial
extra costs.(Copyright Inneon Technologies)

32
Quality deviation in the context of Deliver
refers to damage to the goods by non-produc-
tive areas. Incorrectly picked/packed/shipped
goods (over-/underdeliveries (quantity devia-
tions), wrong/mixed goods, incorrect shipping
documents) can also lead to quality-related
issues.
Damage or loss of goods refers to the partial
or full destruction of goods. This can be the
result of plant emergencies, shipping acci-
dents or force majeure (re, oods, etc.).
29
29 Ziegenbein, 2007
In the event of errors occurring during the
Deliver process, supply is sometimes only pos-
sible at substantial extra cost.
2.6.1.6 Tabular risk summary
The main risks that may occur in a supply
chain are summarised below and assigned
to the areas Design, Plan, Source, Make and
Deliver.
Risk Design Plan Source Make Deliver
Increased complexity x x x x x
Variant diversity x x x x x
Technology dependence x x
Long-term availability (end-of-life) x x
Transfer of expert knowledge x x x
Delayed or insufcient information ows x x x x x
Insufcient forecast accuracy/planning safety x x x
Demand uctuations x x x
Insufcient system-supported processes/IT processes x x x x x
Geographical location risks x x
Political risks in procurement markets x
Currency x
Tariff restrictions x x
Missing certications/missing expert knowledge x
Single sourcing x
Procurement costs x x
Flexibility x x
Capacities x x
Qualication x x
Long replenishment lead times/delivery times x x
Allocation x
Master data x x x
Process disruptions x
Quality x x x
Wastage x x
Packaging x x x
Transport damage/plant emergencies x x x
Table 2: Typical supply chain risks (Copyright ZVEI)

33
2.6.2 Safeguarding areas against risks
Companies need to have a systematic,
cross-company risk management system in
place to be able to safeguard the supply chain
against the risks identied in chapter 2.6.1 to
the best possible extent.
30
The aim of risk management is to iden-
tify early on potential risks along the sup-
ply chain, evaluate their potential impact,
identify preventive measures, and evaluate
their impact through a cost-benet analysis.
Preventive measures based on this analysis
should be implemented to ensure the highest
possible level of supply safety for the compa-
nies involved in the value-adding process.
31
In the next sections, measures to safeguard
the supply chain are grouped according to the
SCOR
®
model.
2.6.2.1 Design
It is necessary to involve all areas participat-
ing in the supply chain process so as to be
able to already identify and consider risks
during the product development process.
Establishing inter-disciplinary project teams
in the organisational structure can help pro-
vide a comprehensive view of the risks and
opportunities that may arise in a project. In
addition to staff members from development,
the core functions such as purchasing, logis-
tics, production and quality management,
should also be represented on the teams.
30 Kajüter, 2007
31 Vahrenkamp and Siepermann, 2007
For example, the following can already be
considered and analysed during the product
development stage:
• standard parts/preferred parts,
• preferred suppliers,
• long-term availability (end-of-life),
• supplier performance,
• technology dependence,
• single sourcing risks,
• geographical uncertainties (unstable pro-
curement markets),
• technological and qualitative feedback
from the series organisation, e. g. from
preprojects (transfer of expert knowledge,
lessons learned),
• complexity can be reduced by deliberately
using standard components and platform
strategies.
In addition to inter-disciplinary project teams,
system-supported information such as a cen-
tral component database, problem reports, 8D
reports, FMEA, FAMP and supplier evaluations
create transparency.
Figure 21: Interdisciplinary project teams enable a comprehensive view of the risks
and opportunities along a supply chain.
(Copyright Siemens)

34
2.6.2.2 Plan
Today, the ow of goods and information is
controlled by different systems depending on
the company size and industry. ERP systems
provide the basic architecture to integrate
business processes across functional organi-
sational structures and optimise the process
ow.
32
However, traditional ERP systems are limited
in the face of continuing market globalisation
and increasingly complex supply chains. Con-
sequently, supply chain management systems
(SCM systems) are used more and more to
master and safeguard increasing supply chain
complexity. A major difference between SCM
and ERP systems is their approach. SCM sys-
tems consider concurrent and cross-company
planning steps beyond company boundaries,
whereas ERP systems are limited to the inter-
nal company planning an processes. Using
SCM systems, it is also possible to simulate
changes using predened conditions/limita-
tions or to include them in optimisation sce-
narios.
32 Kilger and Müller, 2002
The purpose of SCM systems is to:
• communicate information promptly, in full
and without error,
• generate requirements forecasts,
• coordinate and control physical process
ows,
• control intra-logistic and external supply
chains,
• ensure maximum supply chain transpar-
ency,
• simulate supply chain scenarios,
• enable stress tests by simulating extreme
but possible demand scenarios
33
,
• optimise supply chains.
Adaptive SCM systems using the database of
existing ERP systems and extending it as nec-
essary, are also referred to as Advanced Plan-
ning and Scheduling Systems (APS).
34
The following gure illustrates the systemic
boundaries between the different systems.
Figure 22: Symmetric differentiation between the different
supply chain management systems.
35
(Copyright ZVEI)
33 Gruber, (2012)
34 Wannenwetsch, 2005
35 Schulte, 2013
Source Make SellDeliver
Supply Chain
Configuration
Strategic Supply Chain Modelling
Strategic Supply Chain Optimisation
Supply Chain
Planning
(incl. APS)
Supply Chain
Execution
(ERP)
Strategic
Planning
Systems
Optimisation
Tools
Advanced
ERP-1
Systems
Supplier
Management
Procurement
Programme
Planning
Procurement
Handling
Overarching
Planning
Master
Planning
Detailed
Production
Planning
Production
Handling
Inventory and
Warehouse
Management
Distribution
Planning
Warehouse
and Shipment
Handling
Customer
Order
Management
Sales/
Requirements
Planning
Customer Order
Simulation
(ATO, CTO)
Sales
Handling

35
The holistic modelling and planning approach
of APS systems across company boundaries
and the classication of the different systems
mentioned above is mapped in Figure 23
below.
Figure 23: The holistic modelling and planning approach of APS
systems is required for a view beyond company boundaries.
36
(Copyright ZVEI)
2.6.2.3 Source
The continuously growing globalisation of pro-
curement markets, combined with the increasing
delegation of responsibilities to upstream supply
chain partners, places great expectations on sup-
pliers. Selecting suitable and powerful partners/
suppliers is thus of utmost importance for supply
chain managers.
37
Supplier Relationship Management (SRM) has
increasingly gained importance in companies
over the years as part of the comprehensive view
of supplier structures and the pro-active man-
agement approach of all supplier relationships.
The main focus of SRM is on collaborating with
suppliers with the aim of speeding up the joint
development of products that are more reliable
at less cost. Thanks to its collaborative approach,
SRM offers the opportunity to reduce friction
losses and deploy resources optimally.
38
36 Hribernik, Ghrairi and Carl, 2011
37 Lasch, Bogaschewsky and Essig, 2011
38 Corsten and Gabriel, 2004
As part of the process of identifying and select-
ing new suppliers/business partners, the scope of
procurement markets to be analysed is reduced.
Geographical, political and currency risks of the
individual markets are estimated and evaluated.
A supplier analysis is usually conducted to ena-
ble a comparison of the potential suppliers.
Individual supplier portfolios are created for this
purpose based on existing and researched infor-
mation (e. g. company reports) and certication
records.
Strategic
Network
Design
Sales Planning
Network Planning
Pro-
curement
Planning
Production
Planning
Distribution
Planning
Availability and Feasibility Check (ATP/CTO)
Detailed
Procurement
Planning
Detailed
Distribution
Planning
Detailed
Production
Planning
Execution
Collaborative Planning
Collaborative Planning
Warehouse
Transport
Production
Planning
Workflow – Management
Alert – Management
Track – Trace
Monitoring
Communication
e-Fullfill
Data Integration
e-Shop
CRM
SRM
e-Proc
e-Fullfill
Supply Chain Event Management
Network – Information Management
Order Processing

36
Possible content of supplier portfolios:
• technological and logistic expert knowledge,
• performance,
• price structures,
• organisational structure,
• scope of IT-supported information ows,
• exibility,
• liquidity, capital structures, economic stabil-
ity,
• certicates.
The system-supported supplier evaluation
contains the major performance data of a
supplier. Consequently, poor performance or
the loss of efciency can be identied early
on and countermeasures to prevent imminent
supply chain risks initiated.
39
The following gure illustrates the supplier
management process.
Figure 24: Supplier management process
40
(Copyright ZVEI)
39 Lasch and Janker, 2007
40 Lasch and Janker, 2007
If the performance of existing suppliers
decreases, countermeasures must be intro-
duced. This can range from discussing the
problem with the supplier, and devising reme-
dial actions to conducting process audits or
specic supply chain audits, e. g. according to
Global GMMOG/LE standard, at the respective
supplier’s end. In the extreme case, the sup-
plier can be dropped and replaced.
To systematically record, track and remedy
logistic or qualitative performance errors of
third-party goods, it is recommended that sup-
plier management be incorporated into estab-
lished quality control loops. System-based
test reports are recommended to record and
assign performance errors on a causal basis
and forward them to the responsible party.
Decision Framework of
Supplier Management
Supplier Identification
Supplier Shortlisting
Supplier Analysis
Control of the Supplier Relationship
Sup.-Controlling
Sup.-Relationship
Management
Supplier Evaluation
Company Strategy
Procurement Strategy
Procurement
Item and Pro-
Curement
Source

37
Test reports may provide information on:
• defective product, defective process (includ-
ing ident information),
• error description,
• date and place of error occurrence,
• supporting visual documentation (if avail-
able),
• timeline for corrective measures to be ini-
tiated.
Subsequently, the party causing the perfor-
mance error creates an 8D report based on the
error notication, describing and scheduling
immediate, medium and long-term measures
as well as actions to protect the customer.
After the countermeasures have been imple-
mented, their effectiveness and long-term
impact is checked.
2.6.2.4 Make
The integration of a comprehensive business
process-oriented risk management requires
transparency in terms of structure and per-
formance of the processes to be analysed.
For this purpose, a risk analysis and evalua-
tion must be conducted to identify the scope
of internal and external risks as well as their
impact on performance. This can be done by
means of a risk classication matrix (see 25).
The purpose of a risk classication matrix is
to classify risks according to impact and local-
ise areas where the risks may arise in order
to dene and implement suitable measures
based on these ndings.
41
41 Himpel, Kaluza and Wittmann, 2008
Figure 25: The purpose of a risk classication matrix is to classify
risks according to cause and effect.
42
(Copyright ZVEI)
Risks can be grouped as in chapter 2.6.1.4
into ‘information ows’, ‘input’, ‘process’ and
‘output’. The following focuses primarily on
internal factors since the external factors have
already been dealt with above.
Informationows
To safeguard information ows, it is necessary
to ensure end-to-end supported transmission
of information relevant for all process par-
ties along the supply chain. It must also be
ensured that the information is transmitted
promptly, in full and without any error. This
can be achieved through the use of supporting
systems to manage and control the process
and provide adequate transparency.
42 Himpel, Kaluza and Wittmann, 2008
Risk – Effect
Risk – Cause
System Failure
Intra-Process Extra-Process
Intra-
Company
Extra-
Company
Extra-ProcessIntra-Process
Intra-
Company
Extra-
Company

38
The following provides an overview of sup-
porting system landscapes.
Traditional Production Planning and Controls
systems (PPC systems), which are nowadays
usually based on Manufacturing Resources
Planning (MRP II), monitor, control and plan
the individual process steps along the supply
chain.
43
43 Hribernik, Ghrairi and Carl, 2011
These systems are generally embedded in
Enterprise Resource Planning Systems (ERP
systems) that cover the standard functional
areas of a company in terms of processing
functionalities and operate on a process-inte-
grated basis.
The following gure illustrates the complete
process ow of PPC system in an ERP land-
scape.
Figure 26: Complete process ow of a PPC system in an ERP
landscape
44
(Copyright ZVEI)
44 Heiserich, Helbig and Ullmann, 2011
Production
Programme Planning
Production
Planning
Production
Control
Customer Order
Management
Programme
Planning (MPS)
Inventory
Management (SIC)
Material Requirements
Planning (MRP)
Procurement
Lead Time Scheduling/Capa-
City Requirements Planning
Capacity Alignment/
Order Release
Sequence Planning/
Work Distribution
Order Monitoring
Forecasts
Quantity
Planning
Scheduling and
Capacity Planning
Order Generation
and Monitoring
Customer
Orders
Orders Delivered
Planned Incoming/Outgoing
Stock of Finished Products
Production Programme
Production Proposal
Incoming Stock
Routing
Plans
Available
Capacity
Material
Availability
Incoming Stock
Order Proposal
Planned Incoming/Outgoing
Stock of Components
Product Structure
(BOMs)
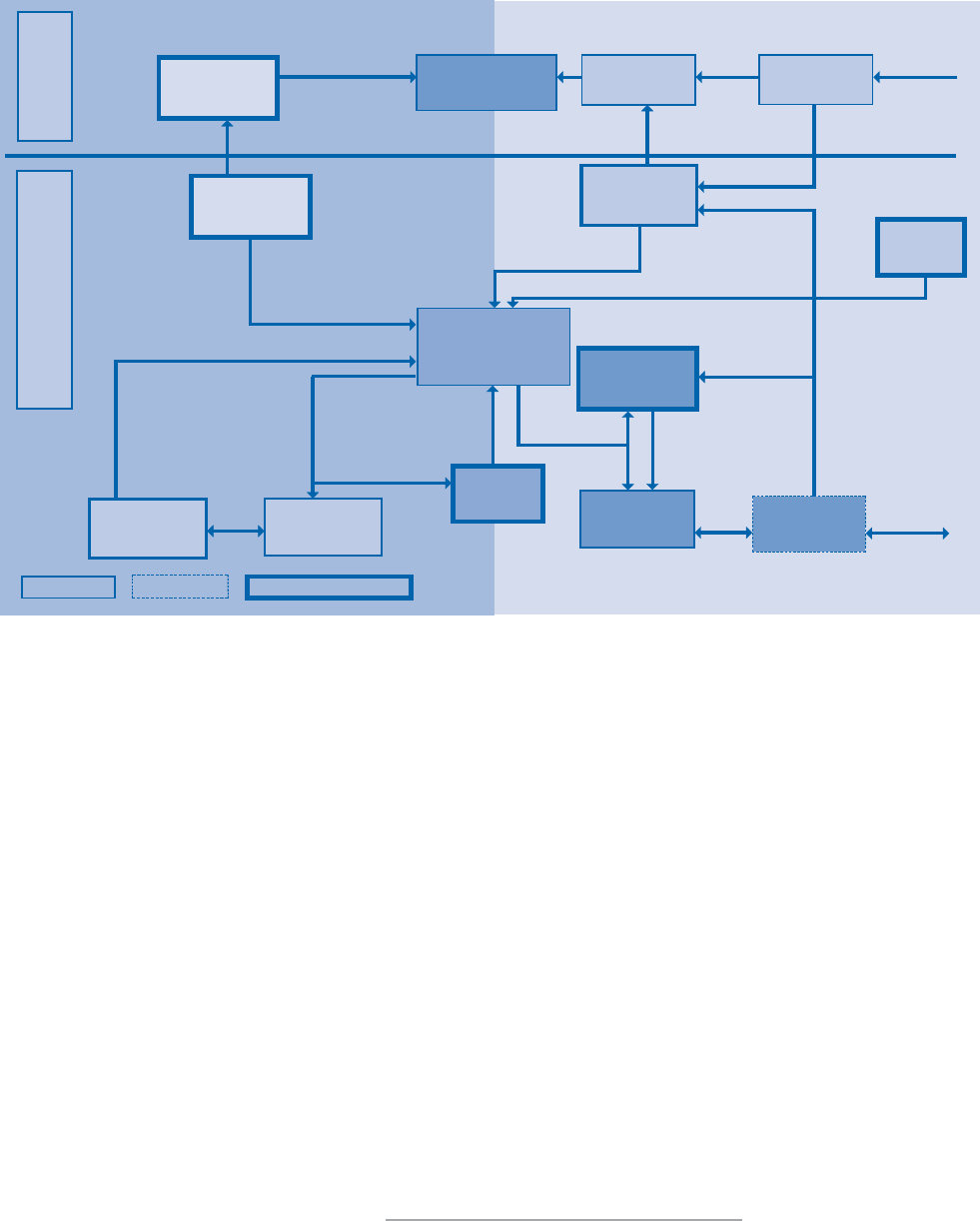
39
Industries with long cycle times require early
capacity planning. The relevant coordination
processes take place at several levels.
Input
Safeguarding initial (input) risks requires
sufcient system-supported process trans-
parency. Information on higher wastage rates
during the production process or defective
goods received must be forwarded early on
to the responsible party. Short, closed quality
loop control systems are pivotal in this con-
text.
Queuing times within production areas are
often the result of illcoordinated processes,
different line cycle times or problems within
existing information ows. To remedy this sit-
uation, it is necessary to create smooth-ow-
ing and steady processes to eliminate friction
losses between internal customer-supplier
relationships. To reach this goal, the logistics
area uses pull systems as self-controlling and
demand-oriented logistics systems. Unlike
conventional control logistics, which operate
according to the push principle and utilise
capacities, the pull principle ensures supply
replenishment exclusively based on consump-
tion. Thus, material required for production
can be requested early on without the risk of
bringing too much material into the produc-
tion areas. In addition to providing better pro-
tection for production systems against long
queuing times, the application of pull systems
also optimises the supply process. Pull systems
are primarily realised via Kanban control sys-
tems. All information required for the delivery
process (material, quantity, delivery batch,
place of delivery, etc.) is summarised on a
card (Kanban is Japanese for ‘sign board’) and
assigned to a material unit (container). After a
unit has been consumed, the relevant card is
passed on as a resupply order.
45
45 Durchholz, Klenk and Boppert, 2013
Figure 27: Extended planning landscape of Inneon (Copyright Inneon Technologies)
Capacity
Demand
Aggregated
Capacities
Scenario
Planning
Marketing
Demand
Sales
Demand
Orders/
EDI Forecast
Aggregation For Months 0-6
Orders/EDI Forecast
Forecast
Planned Stock
Orders/
EDI Forecast
WIP
Prod. Requests
Prod.
Commit
Supply Plan
(ATP)
Target
Allocation
(AATP)
Orders/
EDI Forecast
Request
Promise
Confirmation
ATP = Available to Promis
System from jda System from SAP
IFX own system or other vendors
Bottleneck
Capacities
Operational
Demand
Stocks
Master Plan
Allocation
Demand
Fulfillment
Order
Management
Commit
Process
Lot Tracking
Production
Starts
Production Program
0-6 Months
BIZ Scenario
> 6 Months

40
In the past, pull systems have been manually
operated without any connection to existing
systems. Consequently, developments in this
area are increasingly focused on system-in-
tegrated solutions. The importance of cards
used as triggers for resupply orders is decreas-
ing and being replaced by automatic scan or
RFID solutions. This is in line with the further
development of system-supported logistic sys-
tems aimed at increasing process reliability.
The following gure illustrates the difference
between conventional and consumption-ori-
ented supply systems.
Figure 28: Difference between conventional and consump-
tion-oriented supply systems
46
(Copyright ZVEI)
Process
It is also recommended that a system be used
to record downtimes and failures in order
prevent or reduce performance losses caused
by production process disruptions. Creeping
performance losses can therefore be identi-
ed early on and counter-measures initiated.
Downtime analyses or a Total Productive Main-
tenance System (TPM) could, for example, be
used in this context.
46 Heiserich, Helbig and Ullmann, 2011
In the event that a repair becomes necessary,
preventive service contracts stipulating short
response times should be agreed.
The Failure Mode and Effects Analysis (FMEA)
is an established method of systematically
recording and tracking failures. It reviews
failure modes that may possibly arise for the
object of investigation (product, manufactur-
ing process, process changes, etc.) with regard
to the cause and potential risk. The failure
modes are then classied according to a risk
factor and prevention measures are dened.
After the measure has been implemented, a
new review is conducted. In the nal step, the
result is evaluated comparing the evaluations
according to their key performance indicators
to check if the measures are effective.
47
Output
In addition to the FMEA analyses/evalua-
tions mentioned in the Process section, it
is necessary to check products during and
after the manufacturing process according
to the dened and documented product-spe-
cic quality requirements in order to assure
their quality. The result of a successful qual-
ity test and inspection must be documented
in a traceable manner. It is also necessary to
dene quality loops and action control lim-
its to be able to respond early if the quality
deteriorates (e. g. production stop after three
consecutive errors of the same type). This also
helps prevent the scrapping and renewed pro-
duction of large production batches due to
quality defects.
To ensure that the production department
manufactures the correct product variants,
does not use unplanned component parts
for wrong variants and utilises capacities as
planned, it is necessary to transmit the manu-
facturing programme systematically, early on
and without any errors.
47 Syska, 2006
Central Production Control
Raw
Material
Roug-
hing
Finis-
hing
Preas-
sembly
Final
Assem-
bly
Finished
Goods
Warehouse
Production Control According to the Kanban Principle
Raw
Material
Finished
Goods
Warehouse
Roug-
hing
Finis-
hing
Preas-
sembly
Final
Assem-
bly

41
KPI systems
For monitoring the performance, it has
become evident that the processes and infor-
mation ows along the supply chain need to
be designed in a transparent and measurable
manner. Process-oriented key performance
indicator systems are usually used for con-
trolling. This involves the denition of action
control limits for the individual processes. In
the event that the KPIs fall below or exceed
these limits, traceable countermeasures are
initiated as soon as possible.
48
Many compa-
nies use standardised action plans (e. g. PDCA
– Plan Do Check Act) for this purpose. There
are a variety of adaptable system applications
available to ensure KPI controlling is as ef-
cient as possible.
2.6.2.5 Deliver
The Deliver process creates the direct interface
to the customer. Performance errors in this
area directly impact the delivery performance
or, rather, the level of delivery service to the
customer. To ensure a process as error-free
and reliable as possible from the acceptance
of products from upstream areas (Make or
Source) to the actual hand-over to the cus-
tomer, it is suggested that a system support
for ‘delivery date scheduling’, ‘order picking’
and ‘shipping be provided’.
A system-supported provisioning process uses
backward scheduling, based on the hand-over
date to the customer and considers the nec-
essary upstream processes (outsourcing, order
picking, provisioning, shipping). This ensures
that necessary process cycle times are consid-
ered and adhered to. Order picking processes
have become increasingly complex over the
years due to higher variant diversity. To pre-
vent errors such as wrong labels, incorrect
assignment to customers or product mix-ups
during order picking or shipping processes, it
is recommended that scanner-supported pro-
cesses be implemented. These ensure that the
VDA product label is correct with regard to the
original label and to check the assignment of
the products to the individual shipments.
48 Note: These can be complemented by control
cards with statistical control limits.
To respond early to delays or disruptions that
prevent on-time delivery to the customer,
alternative shipping routes should be in place,
taking into account political, geographical,
infrastructure-related or administrative con-
ditions.
Since shipping is a key process in most sup-
ply chains, risk-prevention measures should
start with minimising the risk in the transpor-
tation process and, obviously, selecting the
appropriate means of transport. The means
of transport to be used should be selected
with regard to the goods to be shipped and
the topographic conditions, according to ship-
ping quality criteria such as speed, reliability,
exibility and network density, since interrup-
tions may damage the goods and cause time
delays.
49
49 Kersten, Hohrath and Winter, 2008

42
In view of the on-going market globalisation,
companies also often stockpile products to
protect their supply chains against disruptions
which may impact their delivery performance.
There has been an increasing trend from mul-
tiple warehousing toward single-stage ware-
housing over the last few years, meaning
that the nal stockpiling takes place at the
consumer’s end (i. e. the customers) in con-
signment warehouses. Consequently, supply
chains are better protected while inventories
can be reduced along the entire supply chain.
2.6.3 Organisation
In addition to the conceptual risk manage-
ment design regarding risk identication and
preventive measures in supply chains, the
question of organisational integration and
implementation of these approaches in a com-
pany needs clarication.
50
A distinction is made between organisational
approaches before a risk occurs, i. e. preven-
tion, and after a risk has occurred, i. e. mini-
mising the impact.
Many companies employ a central risk man-
ager who reports directly to the board of
directors/management. Typically, the risk
manager works with a risk committee which
operates across different divisions.
50 Kersten, Hohrath and Winter, 2008
The risk committee represents a central con-
trol, monitoring and steering unit within the
risk management organisation. Its main task is
to independently analyse risks from an overall
company perspective. The committee should
be primarily composed of senior executives
who deal with risk management issues on a
daily basis as part of their line function: man-
agers from the areas of Controlling, Strategy,
Treasury, Law, Quality Management, Purchas-
ing or Environmental Safety and IT Security.
The management board can also be a member
of the committee.
Here is an overview of a committee’s possible
organisation and tasks:
• small number of members to ensure swift
responsiveness,
• members are appointed by the manage-
ment board,
• members work in teams, no task distribu-
tion,
• committee meets regularly,
• analyses major risks from an overall com-
pany perspective,
• questions existing remedial actions,
• agrees and coordinates risk management
programmes and measures,
• monitors limits and checks whether deci-
sions are observed and whether measures
are effective,
• supports the risk manager during the devel-
opment of the risk management system.
Risk managers are responsible for collect-
ing information on potential risks, conduct-
ing standardised evaluations and presenting
these to the board of directors/management
board.
Figure 29: From a multiple-stage to single-stage warehousing strategy (Copyright Leopold Kostal)
Production
Production
Production
Production
Supplier
Supplier
Warehouse Warehouse
Warehouse
Customer
Customer
Before
Now

43
The assignments of a risk manager (not neces-
sarily a full-time assignment) should include:
• ensuring a suitable risk management sys-
tem is in place and functioning,
• internal risk reporting and preparation of
the risk report for the annual management
report,
• coordinating and organising the risk com-
mittee as a permanent member,
• supporting the organisation by providing
methods and tools,
• devising and further developing the risk
management guideline and ensuring it is
fullled.
Experts of the individual company divisions
(risk owners) should provide operational sup-
port for risk managers by conducting risk
analyses and evaluations for their divisions
and addressing the implementation of the risk
strategy.
The tasks of risk owners are often dened as
follows:
• bearing the responsibility for the imple-
mentation of the measures according to the
list of measures for their area of responsi-
bility (risk management),
• setting up risk teams to improve coordina-
tion,
• assessing risks on a regular basis,
• internal reporting.
It is also recommended that, in the event that
a risk occurs, the assignment of authority and
responsibility be prepared and that questions
claried in advance as to who may take what
decisions at short notice in the event of a cri-
sis.
In the long term, the risk committee should
ensure that risk criteria are considered when
taking decisions on business strategies, e. g.
selection of location, dividing teams between
different locations, etc.
Ultimately, risk management is not to be seen
as an isolated parallel organisation but as a
process integrated into existing management
structures with interfaces to other business
processes.
What is generally valid for risk management
is especially valid for risk management along
the supply chain. Here, the extreme risks, such
as the risk of natural disasters, which resulted
in such devastating events (ash clouds over
Iceland, the tsunami in Japan or the oods
in Thailand), are not the focus. Supply chain
risk management must consider risks, such
as those triggered by changing customer
demand, risk of new product ramp-up or risk
of sudden problems in global manufacturing
networks. Identifying the scope and impact of
the risk quickly is essential for containing the
consequences along the supply chain. Compa-
nies often address risks internally by respond-
ing quickly with a exible supply chain net-
work that offers alternatives. If this does not
solve the problem, end-to-end collaboration
along the supply chain, i. e. from the suppli-
er’s supplier to the customer’s customer, is
decisive in this context.
Figure 30: Organisational integration of risk management in the company (Copyright ZVEI)
Controlling Strategy Treasury Law
Quality
Management
Risk Manager
Risk Committee
Board of Directors/
Management
Report
Purchasing
Environmental
Safety
IT
Security

44
Communication in risk management
Availability and fast communication are of
vital importance in the event of a crisis. The
information ow of internal risk management
should run both ways, i. e. top-down and bot-
tom-up:
Top-down: The management board should
maintain adequate top-down communica-
tion to risk owners and employees to ensure
they understand clearly which risk policy and
strategy they need to focus their efforts on
and which projects are planned as part of the
set-up, introduction and monitoring of the
risk management system.
Bottom-up: Conversely, there is the need for
reliable communication of relevant informa-
tion from the risk owners and/or risk manag-
ers ‘up to’ the management board.
The management board should receive risk-rel-
evant information from the business divisions
and/or question their risk assessments. Con-
trolling, legal and other experts from central
supporting functions assist by offering their
assessments (second opinion). The internal
auditing and risk management department
should share their risk assessment information
to ensure the most efcient evaluation of the
organisation.
The management board should evaluate the
risk prole of the organisation, approve and
monitor risk limits and dene key points of
the risk management in formal risk commit-
tees. Regular risk reports inform about risks
and possible loopholes in the control system.
Small preventive measures such as address
lists with emergency phone numbers/emer-
gency telephone lists (who needs to be
informed when about what in the event of
a crisis) can help control the situation and
ensure transparency at all times.
External risk communication includes stake-
holders outside a company (customers, sup-
pliers, etc.). It is recommended that suppliers
are actively involved in risk management.
2.7 Supply chain checklist/
questionnaire
The following supply chain checklist is based
on the information provided in the preceding
chapters, mapping the risks and protective
measures of the different supply chain areas.
The questions help you clarify for each area
specically whether your company’s processes
are adequately safeguarded against potential
risks.
If your answer to one or several questions
from the different areas is partly true or not
true, this means that there is an increased/
higher risk for these processes and that the
supply chain is not safeguarded. We recom-
mend you initiate measures and, if necessary,
adapt structures for the areas/processes that
are identied as critical to permanently elimi-
nate the risk factors detected.
The tools listed in the supply chain checklist
have been kept as general as possible since
the scope of system support can vary depend-
ing on the business type and size, for exam-
ple. However, we recommend implementing
the fundamental scheme of the listed instru-
ments in your business.
Figure 31: Internal communication within the context of risk management (Copyright ZVEI)
Management Board
Board of
Directors
External Auditing
Internal
Auditing
Business
Divisions/
Experts
Risk
Manage-
ment
Organisation
Discussion
Questions/
Checks

45
Table 3: Supply chain checklist (Copyright ZVEI)
Rating
Area Question True
Partly
True
Not
True
Design
Does your company use inter-disciplinary teams during the product development phase/for development
projects?
Does your company‘s product development process consider/evaluate information from supply chain areas
(preferred suppliers, preferred parts, technology dependence, geographical uncertainties in the procurement
market, single sourcing, technical and qualitative feedback from operative divisions, etc.)?
Does your company have design concepts (e. g. Design for X (DFX)) in place that have been aligned to the
company strategy and consider complexity-reducing aspects (e. g. platform strategies)?
Plan
Is information about changing requirements or forecasts passed on promptly, correctly and systematically
within your company?
Are your company‘s forecast methods sufciently accurate to provide a basis for upstream supply chain area
planning?
Is information on existing capacity problems passed on promptly, correctly and systematically?
Is information on existing process disruptions passed on promptly, correctly and systematically?
Is information on existing quality problems passed on promptly, correctly and systematically?
Source
Are there systematic procedures to identify, shortlist and analyse suppliers as part of the supplier selection
process?
Does the supplier use system-supported processes for automated information processing and transmis-
sion (e. g. EDI, WebEDI, ASN, etc.)?
Does the supplier have adequate references, and have ratings and/or evaluations from any projects in
which the supplier is already involved been considered?
Is there a process for systematic supplier evaluation?
Does your company conduct supplier controlling/management including dened escalation mechanisms
(supplier meetings, action plans/supplier development plans, supplier audits)?
Is the supplier management process integrated into quality control loops (to systematically record, track and
remedy logistic or qualitative performance failures in terms of third-party goods)?
Make Are the information ows within your company supported by systems?
Is information, e. g. changing requirements, passed on promptly using system support?
Is secure master data management in place to prevent master data errors?
Are process disruptions systematically recorded/made transparent, analysed and remedied?
Is waste occurring during the production process recorded/made transparent and are systematic remedial
actions conducted?
Is there a system-based process for capacity monitoring to identify short/medium and long-term shortages or
bottlenecks early?
Is information about disruptions occurring during the production process passed on promptly and systematic
to the party responsible?
Deliver
Does your company perform system-supported backward scheduling based on the customer‘s arrival/collec-
tion date and considering current process cycle times (outsourcing, order picking, provisioning, transport)?
Is there a system-supported process to prevent incorrect labelling or product mix-ups (e. g. VDA labels, correct
cargo assignment to transports, etc.)?
Has a selection of reliable hauliers to realise transport been dened?
Are there alternative routes dened to be used in the event of unforeseen circumstances?
Is there a system for measuring delivery performance towards the customer (measurement of delivery and
quantity reliability, external delivery service level, etc.)?
Are requirements of the downstream source process considered in the delivery process (e. g. comparison of
external delivery service level with delivery performance measurement at the customer‘s end)?
Available
Yes No
Tools* Forecast system
Team meetings, interdisciplinary regularly scheduled meetings
Supplier evaluation (operative/strategic)
Internal process audits
External supplier audits
Certication audits
Supplier relationship management (SRM)
Quality management
Systematic acquisition of production and machine data (PDA/MDA)
Transparency and control KPIs (system)
Material requirements planning (MRP), production planning and control systems (PPC)
* Degree of system support may vary subject to company type and size
46
2.8 Conclusion to robust supply chains
with a high level responsiveness and
exibility
Globalisation offers opportunities to save
costs and increase exibility. Companies that
focus on their core expertise and ensure that
the relevant processes are safeguarded, along
with their supply chains, have an advantage
in today’s global and ultra-competitive mar-
ketplaces. These companies can better man-
age uctuating demand and the pressure to
reduce costs further at the same time. This
chapter described the possibility of reduc-
ing the bullwhip effect with a high level of
responsiveness and measures to improve fore-
cast accuracy. Specic recommendations for
action and metrics to measure the ow factor
or SMAPE and MAPE formulas were presented.
To master the higher complexity caused by
increasingly global markets and greater vari-
ant diversity, a robust supply chain is essential
for ensuring continuous supply availability
and hence contributes decisively to a compa-
ny’s market success.
A look at the closely connected processes and
areas involved in the supply chain clearly sug-
gests that it is not enough to review just one
area to achieve a robust end-to-end supply
chain.
Instead, it is necessary to install a cross-com-
pany risk management system that identies
potential risks along the value chain and min-
imises these risks with preventive safeguard-
ing measures. The risk management process
must be integrated into the company structure
in terms of structure and organisation.
A supply chain that is as transparent as pos-
sible, controlled by KPI systems with dened
action limits, provides the possibility to
respond to changes early on. These system
can also help take advantage of new oppor-
tunities as they arise and aide risk prevention
measures.

47
It is very important to look into a number of
external framework conditions to be able to
maintain a robust supply chain. For instance,
excellent knowledge of the laws and regula-
tions is required when dealing with customs
and tariffs as well as export control in interna-
tional freight trafc. Minor instances of care-
lessness in terms of regulations can quickly
result in many days of waiting time until the
goods are cleared from customs. Infringe-
ments may even lead to high penalties. Under
German law, the export compliance manager
in any company – the highest-ranking person
with responsibility for exports, a member of
the management or executive board – is per-
sonally liable for violations of export regula-
tions. The ofcer cannot invoke ignorance or
misunderstanding of the relevant regulations.
The subject of transport and services is also
often underestimated, and issues dealing
with sustainability are becoming increasingly
important for all supply chain parties. The
following chapter aims to provide a compre-
hensive overview of the key aspects of this
area and suggests some ideas to identify and
exclude related risks for the supply chain early
on.
3.1 Export control
The basic principle of the German Foreign
Trade and Payments Act (Außenwirtschafts-
gesetz) says: “The trade in goods, [...] with
foreign territories, [...] is, in principle, not
restricted.” However, the export requirements
should always be claried before shipping
the goods, i. e. necessary documents, existing
export restrictions and applicable formalities.
The goods to be exported as well as the nal
destination, nal usage and nal recipient are
to be checked closely according to the follow-
ing criteria:
• List-related licence requirements:
These requirements are based on the nature
of the goods. All goods mentioned in the
Export List (Ausfuhrliste, AL) require an
export license if, for example, special prop-
erties also allow their use for military pur-
poses.
• Use-related licence requirements:
These requirements are based on the
intended use of the goods. Military or
nuclear applications always require an
export licence. (Key word: dual-use, i. e.
item may be used for civil and military pur-
poses).
• Person-related licence requirements:
These requirements are based on the recipi-
ent of the goods.
• Country-related licence requirements:
These requirements prohibit shipments to a
specic country.
The Federal Ofce of Economics and Export
Control (Bundesamt für Wirtschaft und Aus-
fuhrkontrolle, BAFA) in Eschborn/Germany is
responsible for granting all German export
licences.
3 External Framework Conditions
Figure 32: The economic relations of companies are intertwined worldwide. (Copyright Inneon Technologies)

48
For more information on export control, e. g.
regulations, laws, items lists, embargo regu-
lations, etc. consult the BAFA website.
51
Infor-
mation on existing prohibitions and licence
requirements as well as an overview of the
licensing requirements and procedures can
also be found on the Internet.
52
Violating legal procedures and duties of the
exporter are considered an administrative
offence against the German Foreign Trade
and Payments Act (AWG) and German For-
eign Trade and Payments Ordinance (Außen-
wirtschaftsverordnung, AWV) and ned with
penalties of up to € 500,000.
Software support
Checking business partners (customers, sup-
pliers, service providers, etc.) with regard to
existing sanctions lists (EU anti-terrorism leg-
islation, regulations pertaining to embargoes
imposed on individual persons, U.S. black-
lists, other national lists) are an integral part
of export control.
The great number of listed items and frequent
changes makes it impossible to reliably han-
dle this task manually. It is suggested that
suitable software is used to check automati-
51 www.bafa.de
52 www.ausfuhrkontrolle.info
cally. Software providers like SAP, AEB, CSF,
etc. offer good support.
The contents of the sanctions lists are also
available on CD-ROM and can be ordered from
Bundesanzeiger Verlag (HADDEX sanction
lists of the BAFA). The CD-ROM is regularly
revised and can be updated online. The data
can be used for checking individual addresses,
names, companies, etc. and require no inter-
face to any other system (e. g. for companies
with only a few, sporadic transactions).
3.2 Customs law
A person who, in the course of his/her busi-
ness, is involved in activities covered by cus-
toms legislation, i. e. import and export trans-
actions, requires an EORI (Economic Operators
Registration and Identication) number.
The EORI number should be applied for prior
to the conduct of import and export transac-
tions. However, this can also be done during
the rst customs operation.
EORI registration can take several days,
though. The EORI number must be used for all
electronic customs declarations.
Figure 33: It is important for all parties in a global supply chain to be familiar with the customs regulations of the countries involved.
(containers at customs border – Copyright Calado-fotolia)
49
3.2.1 Authorisationsandsimplied
procedures
Authorisations and simplied procedures that
facilitate customs clearance play a major role
in the daily import and export transactions of
globally operating companies.
As part of the two-step clearing procedure,
goods must normally be presented at the
site of the customs ofce of export (inland
customs ofce) after declaration and to the
customs ofce of exit (EU’s external borders)
during opening hours. If a company also
needs a preference document in the form of
an EUR.1 or EUR-MED movement certicate
for the same export transaction, these must
be applied for individually at the relevant cus-
toms authorities usually for shipments whose
total value exceeds € 6,000.
Thanks to simplied procedures, companies
can design their logistical import and export
processes more effectively and above all
become more exible. Authorised exporters,
for example, are exempt from having to pres-
ent their goods to the inland customs ofce.
Approved exporters are granted by the cus-
toms authorities the status of being able to
make out an invoice declaration (i. e. state-
ment of origin on invoice) for consignments
of € 6,000 and above. This also eliminates the
need to go to the customs ofce.
The main simplied procedures that facilitate
customs clearance for companies are:
• authorised exporter,
• approved exporter,
• authorised importer,
• local clearance procedures for imports,
• simplied declaration procedure for
imports,
• additional facilitations and relief from cus-
toms duties can be claimed when placing
goods under inward/outward processing.
Inward processing refers to goods that are
imported from outside the EU (third country
goods) for processing, while outward pro-
cessing refers to goods exported from the
EU to third countries for processing. It must
be noted that the origin of the goods may
change under certain circumstances.
• Companies may also be able to obtain relief
from customs duty by placing imported
goods under customs control and entering
goods for free circulation for end use.
Customs procedures with economic impact
are subject to certain conditions and must be
applied for at the main customs ofce respon-
sible.
3.2.2 Tariffclassication
The customs tariff system is a systematic list
of goods, also referred to as nomenclature.
All goods that may cross the border as part
of international shipments are included in
this customs tariff schedule, i. e. each good
is assigned a specic code number. Classi-
fying the goods in the appropriate customs
tariff is essential for smooth and standardised
customs clearance. To determine the customs
tariff, the goods are assigned a specic num-
ber to encode the description of the goods.
For imported goods the code can have up to
11 digits, for exported goods up to 8 digits.
In addition to the classication of the tariff
rates, cross-border movement of goods also
entails other legal obligations as to whether:
• bans and restrictions need to be observed,
• import or export licences are required,
• separate statistical information pertaining
to international trade is required,
• additional documents must be provided to
enable further customs clearance,
• specic measures must be notied,
• anti-dumping regulations apply to the
goods or,
• quotas can be used or a suspension of duties
is possible.
The Harmonised System (HS) provides the
basis of the 11-digit code number. It is main-
tained by the World Customs Organisation
(WCO) and determines the rst six digits of
the code number. The purpose of the HS is to
name and code commodity groups to achieve
uniform classication of goods worldwide.
Binding Tariff Information (BTI) issued by the
customs authorities of the EU Member States
provides legal certainty with regard to the
classication of goods into the Common Cus-

50
toms Tariff of the EU. The BTI is currently only
binding on the EU Member States customs
authorities towards the holder of the informa-
tion. A BTI is valid for six years, however, only
in respect of the classication of the goods. It
usually takes several months for a BTI to be
issued.
3.2.3 Origin of goods
A distinction is made between non-preferen-
tial and preferential origin of goods.
3.2.3.1 Non-preferential origin of goods
Many of the regulations governing the inter-
national trade of goods pertain to non-pref-
erential origins and are primarily intended to
safeguard the economic interests of the Euro-
pean Community or their trade partners.
The non-preferential origin of goods provides
the basis for several legal measures. The ori-
gin is not necessarily derived from the place
of shipping, but confers an ‘economic’ nation-
ality on goods, The Community Customs Code
(CC), Articles 22 to 26, lays down the scope
and provisions to determine and document
the origin of goods for the European Union
Member States.
Non-preferential origin is used to determine:
• the application of the Customs Tariff of the
European Union, especially when it comes
to imposing anti-dumping tariffs; however,
it must not be used for the reduction in or
suspension of duties according to the rele-
vant preferential legislation,
• the application of measures other than tar-
iff measures, established by the Community
provisions governing specic elds relating
to trade in goods, especially foreign trade
licensing requirements,
• provisions pertaining to exports in the
country of destination.
A Certicate of Origin usually serves as proof
of origin and must be issued by an author-
ised body of the exporting country. In Ger-
many, non-preferential certicates of origin
are always issued by the Chambers of Industry
and Commerce, Chambers of Trade and Cham-
bers of Agriculture.
Goods whose production involved more than
one country have their origin in the country,
where they underwent their last, substantial,
economically justied processing or transfor-
mation, and resulting in the manufacture of a
new product.
3.2.3.2 Preferential origin of goods
Preference rules may qualify goods imported
into the Community or exported to the respec-
tive countries of destination for a customs
reduction or suspension if documentary proof
of the preferential origin (originating status)
or of the customs status of the goods (free
circulation status) is provided. The individual
rules differentiate between:
• standard preference documents issued by
a customs ofce or competent authority.
These include the movement certicates
EUR.1, EUR-MED and A.TR as well a GSP
Form A,
• simplied preference documents issued
independently by any exporter up to a
certain value of exported goods or by an
Approved Exporter upon authorisation for
simplied procedures.
Figure 34: Commodity Classication for Foreign Trade Statistics
published by the German Federal Statistical Ofce. (Copyright
Statistisches Bundesamt)

51
3.2.4 Authorised economic operator
(AEO)
Companies within
the European Union
involved in customs
clearance processes
have been able to
apply for Author-
ised Economic Operator (AEO) status since
January, 1
st
2008. Since Authorised Economic
Operators are considered to be particularly
reliable and trustworthy they are entitled to
benet from facilitations of customs controls
relating to security and safety as well as sim-
plications of the customs rules.
The status is granted by the customs authori-
ties in all Member States. Three types of certif-
icates can be applied for within the EU:
• Customs Simplications AEO certicate
(AEOC),
• Security and Safety AEO certicate (AEOS),
• Combined Customs Simplications/Security
and Safety AEO certicate (AEOF).
Holders of an AEOS or AEOF certicate are
entitled to reduced data sets for entry and
exit summary declarations (also called prior
notications), and in addition there should be
fewer controls of goods and documentation.
Moreover, consignments are treated with pri-
ority if selected for further control as a result
of a risk analysis conducted by the customs
authorities.
The purpose of the introduction of the AEO
status was to secure international end-to-end
supply chains from the manufacturer of a
good to the end consumer. International rec-
ognition of the AEO status is therefore a pre-
requisite. To this end, agreements have been
signed with Switzerland, Norway, Japan and
the United States.
Applying for AEO status is not mandatory for
companies involved in international business.
All previously granted customs facilitations
remain valid. AEO status is no prerequisite
for being admitted to new customs simpli-
cations and receiving permission for special
customs procedures with economic impact,
but it makes it much easier to obtain customs
simplications for the entry and exit of goods.
Moreover, companies may also benet indi-
rectly, e. g. process optimisations, improved
control mechanisms and thus less theft or
unexplained loss of goods.
In addition, many customers require their
supplier to be AEO certied, especially in the
United States, which has signed an agreement
with the European Union to mutually recog-
nise the C-TPAT (Customs-Trade Partnership
Against Terrorism) and AEO programmes.
After all, the status of an Authorised Economic
Operator is considered an international seal
of quality that also provides competitive ben-
ets.
(Copyright European Union)

52
3.2.5 ATLAS
ATLAS stands for automated tariff and local
customs clearance system and is used in Ger-
many to submit electronic export (from the EU
to a third country) or import declarations.
The aim is to facilitate the processing of
imports and exports for customs authorities
and declarants. It signicantly speeds up cus-
toms clearance since it is usually not neces-
sary to present documents such as invoices
or preference documents at the time of the
clearance and it also eliminates the need to
go to the customs ofce. Thanks to the greater
transparency this provides, efciency of the
risk management system also increases.
To participate in ATLAS, which is mandatory in
Germany, economic operators require an EORI
number, software certied for the intended
use and a BIN number (Beteiligten-Identika-
tions-Nummer), which is a participant iden-
tication code and replaces the handwritten
signature in the electronic data exchange with
customs authorities.
ATLAS is used to le electronic declarations for
goods imported into Germany before they are
released for free circulation or forwarded to
inward processing, processing under customs
control procedures or handling under customs
warehousing procedures.
The transit procedure with ATLAS (also NCTS –
New Computerised Transit Systems for Europe)
allows for the temporary suspension of duties,
taxes and commercial policy measures that
are applicable at import. It allows the trans-
port of goods that have not been cleared
by customs within the EU since the customs
clearance formalities take place at the desti-
nation rather than at the point of entry into
the customs territory. In the European Union,
the T1 procedure applies to the movement of
non-Community goods.
Using the ATLAS system, it is much easier for
authorised exporters to place goods under the
export procedure since they are not required
to present the goods to the customs ofce of
exit and, if applicable, submit an export dec-
laration which might not contain all the infor-
mation.
As of January, 1
st
2011, economic operators
are obliged to lodge entry and exit summary
declarations in electronic form using ATLAS-
EAS. The information provided in these decla-
rations enables authorities to conduct IT-sup-
ported risk analyses before the goods enter or
exit the Community’s customs territory. This
is based on the rules and regulations estab-
lished by the European Commission since
April, 1
st
2004.
As mentioned beforehand, specic hard-
ware and software is necessary to participate
in ATLAS, whereby different access options
are offered by certied software providers.
The person involved in the electronic data
exchange with customs authorities must not
necessarily have the required software him-
self, but can also go through a third party. The
third party transmits the data, but does not
become the person’s appointed customs rep-
resentative. Although the service/processing
of the customs declaration is transferred to a
third party, the responsibility always lies with
the importer or exporter.
The decision to use an in-house solution or a
service provider should be based on the num-
ber of export and import transactions. In addi-
tion, other aspects such as range of products,
trade partners, customs/export control knowl-
edge or the company’s IT structure should also
be considered.
Thanks to its 24-hour availability and dened
processes, ATLAS has become a major factor in
optimising supply chains to be able to meet
legal requirements, secure high process reli-
ability and speed up international commodity
ows.
53
53 For more information, visit the website of the
German Customs Ofce www.zoll.de.

53
3.2.6 Movement of goods during busi-
ness travel
Carrying goods such as tools, devices, spare
parts, samples for demonstration purposes in
one’s personal luggage may cause customs
and tax problems for employees and compa-
nies when leaving and entering the country
(suspected tax and customs fraud).
Employees who carry goods in their personal
luggage when on business trips must be able
to provide evidence that these goods are
professional equipment and company prop-
erty. This can be sufciently documented by
a delivery note or pro forma invoice with the
following information:
• name of the traveller,
• destination,
• length of stay,
• quantity and type of good(s) transported,
• name, inventory, series and machine num-
ber,
• value of good(s),
• HS code number,
• country of origin (non-preferential origin).
The delivery note/pro forma invoice must be
presented to the customs ofce at the airport
before leaving the country to have the identity
(comparison of the information on the deliv-
ery note/pro forma invoice and on the goods)
conrmed by customs.
When returning to Germany and if requested
by the customs ofce, employees can prove
that the goods had already been in their
possession on exit and hence not purchased
abroad.
3.3 Statistics (intrastat/extrastat)
Intrastat reporting is used to statistically
record the actual movement of Commodity
goods between the 28 Member States of the
European Union. The statistics created from
the Intrastat reports help provide current data
on intra-Community trade.
Figure 35: Carrying goods when travelling on business requires careful preparation. (Copyright Inneon Technologies)

54
When shipping goods, the party responsible
for providing information is usually the per-
son dispatching or providing for the dispatch
of an intra-Community consignment under
the value added tax regulations. When receiv-
ing goods, the party responsible for provid-
ing information is usually the person taking
delivery of the intra-Community consignment
under the value added tax regulations. Arriv-
als and dispatches must be declared sepa-
rately. The party responsible for providing
Intrastat information may transfer the task to
a third party, who must be based in the EU.
In Germany, VAT-registered businesses whose
scope of dispatches to other EU Member
States or scope of arrivals from those coun-
tries did not exceed the specied threshold
of € 500,000 each in the previous year are
exempted from reporting. Operators need
only provide information for the direction of
trade – either arrivals or dispatches – exceed-
ing the threshold. If the amount is exceeded
in the current calendar year, the obligation to
provide information will begin with the month
the threshold is exceeded. Declarations can
only be submitted in electronic form. This can
be done via IDEV (Internet data collection sys-
tem) or the eSTATISTIK.core procedure.
54
54 More information is provided in the
‘Intra-Community Trade Statistics General
Guide’ that can be downloaded from the web-
site of the German Federal Statistical Ofce
(Statistisches Bundesamt) (www.destatis.de)
bereit.
The extra-EU trade statistics covers the trade
of goods between Germany and third countries
(outside the European Union). The customs
authorities are generally responsible for col-
lecting the extra-EU trade data as part of the
statutory import and export regulations. The
ATLAS electronic system (see chapter 3.2.5) is
mostly used as a source of information since it
contains all data on imports and exports.
3.4 Taxes
This chapter explains some of the major
tax-relevant terms such as the recapitulative
statement, certicate of entry, chain transac-
tions and consignment warehouses.
3.4.1 Recapitulative statements
Recapitulative statements, also known as
European Community Sales List or ECSL, are a
core piece of the VAT control procedure within
the European Union. The control procedure is
based on the exchange of specic data within
the European Union. In Germany, this data is
stored by the Federal Central Tax Ofce (Bun-
deszentralamt für Statistik, BZSt). The data
collection is based on the VAT registration
number, which is issued in Germany by the
Federal Central Tax Ofce. Holders of a VAT
registration number can ship goods at zero
rates to other EU Member States if the recip-
ient also has a valid VAT registration number
and if the purchased item is subject to the
provisions pertaining to value added taxation
Figure 36: When collecting information on goods for statistical purposes, differentiation must be made between intra-Community trade
statistics and international extra-EU trade statistics. (Copyright Inneon Technologies)
INTRASTAT
System for collecting statistics on
the trade in goods between
the 28 EU Member States
Intra-Community
trade statistics
Separate forms for
arrivals and
dispatches
Electronic
reporting:
IDEV reporting system
eSTATISTIK.core
EXTRASTAT
System for collecting statistics
on the cross-border trade in
goods (with non-EU countries)
Extra-Community
trade statistics
Reporting to customs
authorities (at the time
the statutory import
or export formalities
are settled)
Electronic
reporting:
ATLAS (IT
procedure)

55
in the other EU Member State. In Germany,
companies can contact the Federal Central Tax
Ofce to conrm the validity of their inter-
national customers’ VAT registration number.
Conversely, international companies may ask
their competent central authority to check the
validity of the German VAT registration num-
ber.
The obligation to complete a recapitula-
tive statement applies to any entrepreneur
engaged in zero-rated intra-Community sup-
plies of goods/services within the reporting
period (usually one calendar month) and/
or intra-Community triangular transactions
or providing (since January, 1
st
2010) other
cross-border services to companies, on which
the nal customer based in the other EU Mem-
ber State has to pay VAT (reverse charge pro-
cedure regulated in Germany in the ‘Turnover
Tax Act’ Section 13).
Small undertakings are exempt from this obli-
gation under the rules of Section 19/1 Ger-
man Turnover Tax Act (according to Section
19/1, second sentence, the total of sales made
in the previous year did not exceed € 17,500
and will presumably not exceed € 50,000 in
the current year).
Recapitulative statements must not be con-
fused with the Intrastat reporting, which must
be submitted to the German Federal Statisti-
cal Ofce in Wiesbaden (see chapter 3.3).
55
55 More information about what has to be
reported when and the consequences that will
occur if a recapitulative statement is sent in
late or not at all, is provided by the Hamburg
Chamber of Commerce and Industry (www.
hk24.de) or the Federal Central Tax Ofce in
Bonn (www.bzst.de).
3.4.2 Certicateofentry
All zero-rated intra-Community deliveries
must be conrmed by the recipient, assur-
ing that the shipment has reached its nal
destination. In addition to a duplicate of the
invoice, the certicate of entry (Gelangens-
bestätigung) can be used for evidence, con-
taining the following information:
• name and address of recipient,
• quantity and standard commercial name
of the object of supply, including the vehi-
cle identication number if the delivered
object is a vehicle,
• place and month (not day) the transporta-
tion of the object of supply ended, i. e. it
was received in the Member State. This also
applies if customers collect and ship the
goods themselves. The collection as well as
the arrival at the place of documentation
must be documented.
• Date of issuance,
• signature of the recipient or a third party
authorised to accept the object of supply.
No signature is required for the electronic
transmission of the certicate of entry, pro-
vided that the electronic transmission rec-
ognisably begins in the customer’s or repre-
sentative’s sphere, which can be veried, for
example, via the used e-mail account of the
recipient.
The certicate of entry may consist of several
documents. It is also possible to submit a
summary declaration for the supplies within a
quarter, stating the relevant months when the
transports ended. In chain transactions, the
recipient and nal customer can both send
the conrmation.
56
56 For more information on this subject, please
visit the websites of the German Federal Min-
istry of Finance (www.bundesnanzministe-
rium.de) or Hamburg Chamber of Commerce
and Industry (www.hk24.de).

56
3.4.3 Special case: chain transactions
In chain transactions, several companies con-
clude purchasing contracts for the same item
and this item is directly shipped from the rst
company to the last company along the chain.
A chain transaction consists of one ‘moved’
supply and one (or several) ‘unmoved’ sup-
plies, but with only one physical movement of
goods. This movement is referred to as ‘moved’
supply. VAT exemption for intra-Community
or export supplies can only be applied to the
‘moved’ supply (for export supply see Section
6 German Turnover Tax Act, intra-Community
supply Section 6a German Turnover Tax Act).
The ‘moved’ supply is dened by which party
arranges for the transportation, i. e. performs
the transport and commissions the freight
forwarder. This also determines who may be
required to provide Intrastat information.
All other supplies along the chain involve
no actual physical movement. Consequently,
invoices must be made out stating the foreign
tax which may then require entrepreneurs to
register for VAT in the relevant country and
submit a tax return.
3.4.3.1 Intra-Community triangular
transactions
Intra-Community triangular transactions are a
special case of intra-Community chain trans-
actions. It is a simplication measure ena-
bling the intermediate supplier to avoid an
obligation to register for VAT in the country
of arrival. It is a general requirement that the
object of supply is actually moved from one
Member State to the other Member State and
arrives there. Moreover, the following three
conditions must be met:
• three companies must be involved in a clas-
sic triangulation situation,
• the parties involved use VAT registration
numbers from three Member States,
• it must be possible to allocate the ship-
ment to the rst supply along the chain.
Simplication is possible if the rst party
is responsible for the transport. Conversely,
no simplication is possible if the last party
collects the goods.
Example: The German company D buys
goods in Belgium and sells them to an Ital-
ian company. The goods are transported
directly from Belgium to Italy. Intrastat
returns must be made in Belgium (dispatch)
and Italy (arrival), i. e. in the EU Member
States where the physical movement took
place.
3.4.3.2 Indirect exports
Indirect exports refer to the direct shipment
of goods to a third country (non-EU), while
the recipient of the invoice is based in the
European Union. In terms of customs, this
is considered a zero-rated supply since the
goods are physically moved to a third country,
however, the EU-based recipient of the invoice
must be the exporter of records.
There are two different scenarios:
• the recipient of the invoice (exporter of
records) is based in Germany.
In this case, the party sending the goods
must submit an incomplete export declara-
tion in direct representation of the recipient
of the invoice, which must then be replaced
by a supplementary declaration fully com-
pleted by the recipient of the invoice and
submitted to the relevant customs ofce of
exit. The supplementary declaration must
state the recipient of the invoice as exporter.
If an export licence is required, the export
licence of the recipient of the invoice is to
be used.
• The recipient of the invoice (exporter of
records) is based in another EU Member
State.
In this case, the sender must create a fully
completed export declaration, stating the
Figure 37: Several purchasing transactions for the same item (chain transactions) (Copyright ZVEI)
'Moved' Supply
> > >
> > >
A B C D
Item Item Item
Chain Transaction
Several Purchasing Transactions for the Same Item
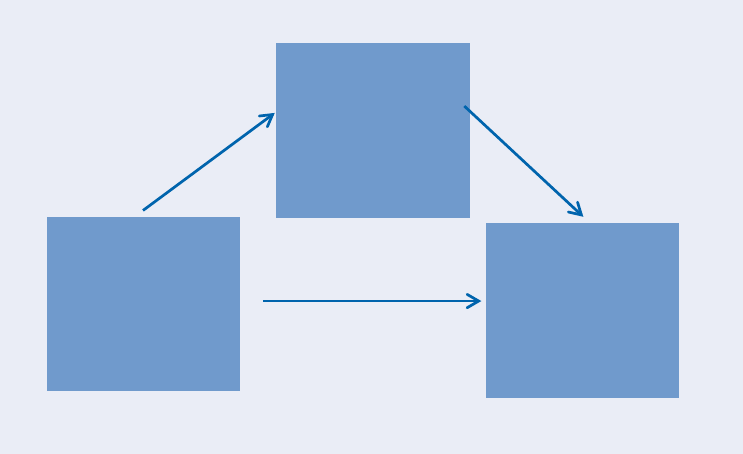
57
invoice recipient as exporter and also men-
tioning the direct power of representation.
If an export licence is required, the export
licence of the recipient of the invoice is to
be used.
It is important that triangular transactions or
indirect exports are identied as such to pre-
vent the application of standard procedures.
Since a routine approach to these cases can
often result in errors, it is always recom-
mended that customs or tax experts are con-
sulted in case of doubt.
3.4.4 Special case:
consignment warehouse
A consignment warehouse refers to a ware-
house, usually set up in close proximity to the
customer. The specic nature of this is that
the supplier remains the owner of the goods
until the customer removes them from the
warehouse. Since the material is not invoiced
until removal from the warehouse, less capital
is tied up.
If the supplier and consignment warehouse
are located in different countries of the EU,
it must be checked which procedures or rules
apply, because some simplication measures
exist only in some countries.
In this case it is assumed that a zero-rated
intra-Community supply is performed at the
time the goods are removed from the ware-
house.
If there is no simplication measure in place,
the supplier is required to register for VAT in
the country, where the consignment stock is
located, and submit the relevant declarations.
This may also include Intrastat reporting sub-
ject to the sales volume and tactical thresh-
olds.
Figure 38: Indirect exports (C = Company) (Copyright Inneon Technologies)
C1
First Supplier
C2
Germany/
Other EU
Country
Buyer
C3
Third Country,
Non-EU Country
Recipient
Export Declarant
Exporter of Records
Zero-Rated Export
Indirect Export
Germany/
Other EU
Country
Triangle
Invoicing

58
If the consignment warehouse of a supplier is
lled from a third country with an Incoterm
®
(see chapter 3.5.1) other than DDP, and if
the supplier is not VAT-registered in the EU,
the customs warehousing procedure must be
applied when importing the stock. The phys-
ical removal of the stock marks the point of
time the goods are cleared into free circula-
tion.
3.5 Trafc/transport/services
This chapter examines the aspects Incoterms
®
,
Known Consignor, cargo safety/lorries and
transport of dangerous goods as well as docu-
mentation guides for international shipments.
3.5.1 Incoterms
®
The International Commercial Terms or Inco-
terms
®
were published rst in 1936 by the
International Chamber of Commerce (ICC) and
have been periodically updated since. They are
used between buyers and sellers and include
rules on the place and time of delivery as well
as means and ways of transport. They do not
address the transfer of ownership, warranty
issues, payment processes and the like. Inco-
terms
®
are only legally binding if the relevant
rule regarding the place of delivery and rele-
vant version is part of the contract.
These rules apply to national and interna-
tional contracts and thus also facilitate cus-
toms clearance.
The main purpose is to set out the responsi-
bilities of all contract partners as well as the
transfer of costs and risks for a dened route.
They also govern the duties to provide informa-
tion and who is to check the packaging of the
goods and the contents of the shipment, who
is responsible for insuring the goods and who
provides the goods and transport documents or
has to pay for customs duties if these should
arise. They also determine who has to bear the
costs incurred by these activities.
On January, 1
st
2011, the seventh revision of
the Incoterms
®
came into force, classifying the
11 rules according to the mode of transport.
While the rules EXW, FCA, CPT, CIP, DAT, DAP
and DDP apply to all modes of transport, FAS,
FPB, CFR and CIF may only be used in con-
nection with sea or inland waterway transport.
Although old Incoterms rules are still valid, it
is advisable to start using the new terms.
Figure 39: Shipping goods requires compliance with the specics and regulations regarding the different ways
and means of transport. (types of transport – Copyright 3ddock-fotolia)

59
The sequence illustrated in gure 40 reects
the increasing responsibility of the seller. The
following provides tips from practical experi-
ence on some sample Incoterms
®
.
Ex-works (EXW) means the buyer bears the
full costs and risk involved in the transport.
However, problems may arise during loading
if the carrier is not adequately equipped to
load the shipment. In this case, if the seller
arranges for the loading of the goods, the
seller is not insured in the event of any dam-
age. Since EXW also means that the seller is
not responsible for any customs and clearance
formalities, this rule only makes sense in the
trade of goods at national level.
Conversely, FCA clearly stipulates that the
seller is responsible for loading the goods
cleared for export and that the transport costs
and risk are transferred to the buyer after
loading.
The C-rules (CPT, CIP, CRF and CIF) are charac-
terised by the fact that the passing of risk and
passing of the costs takes place at two differ-
ent points of time (two-point clause).
Also DAT and DAP clauses stipulate that the
buyer is responsible for all import formalities.
DDP means that the seller is responsible for
the transport, bearing all costs right to the
destination point where the buyer is respon-
sible for unloading the shipment.
57
3.5.2 Known consignor
According to EU-wide safety regulations that
came into effect in April 2013, air cargo
shipments of a company are provided with
a ‘safe’ status only if the exporting or ship-
ping company holds the status of ofcially
approved Known Consignor. In Germany, the
Federal Aviation Ofce (Luftfahrt-Bundesamt,
LBA) is responsible for conducting the valida-
tion and approval. Without Known Consignor
status, the carriage must be comprehensively
checked by a Regulated Agent authorised for
this purpose or by the aviation company in
question. This may result in higher costs and
delays. Known Consignors are approved by the
appropriate authority of the Member State in
which the site is located, e. g. the Federal Avi-
ation Ofce for Germany. The company must
57 For more information, go to
www.iccwbo.org.
Figure 40: Overview of Incoterms
®
rules by mode of transport (Copyright ZVEI)
Seller
Carrier Harbour
Ship
Harbour
Terminal
Named Place
Buyer
EXW
FCA
CPT
CIP
DAT
DAP
DDP
FAS
FOB
CFR
CIF
EX WORKS – Ab Werk
FREE CARRIER – Frei Frachtführer
CARRIAGE PAID TO – Frachtfrei
CARRIAGE AND INSURANCE PAID TO – Frachtfrei versichert
DELIVERED AT TERMINAL – Geliefert Terminal
DELIVERED AT PLACE – Geliefert benannter Ort
DELIVERED DUTY PAID – Geliefert verzollt
FREE ALONGSIDE SHIP – Frei Längsseite Schiff
FREE ON BOARD – Frei an Bord
COST AND FREIGHT – Kost und Fracht
COST, INSURANS AND FREIGHT – Kosten, Versicherung und Fracht
All Transport Modes
Sea and Inland
Waterway Transport
Seller bears the costs
Buyer bears the costs
Seller bears the risk
Buyer bears the risk
Sell is obliged to take out a transport
insurance

60
appoint a person responsible for air cargo
safety and a relevant security programme.
Once all relevant staff have been trained and
all necessary measures in terms of the phys-
ical safety (processes, staff, buildings/access)
been implemented, approval is granted after
passing a nal reliability check.
The advantages that arise from an accredita-
tion include simplied shipping procedures
and hence shorter lead times, greater secrecy
of product-related information and lower
costs for security services (no x-ray scanning
of shipments) as well as lower packaging risks
during manual inspections. An accreditation
is always required if the cargo should not be
x-rayed or scanned, e. g. large units or special
packaging (e. g. ESD protection). The Known
Consignor status can also give a competitive
edge. For instance, this is always required by
customers in the automotive industry.
The goods of a Known Consignor can be
shipped by a Regulated Agent (accredited
haulier) or a non-accredited haulier to the
airport. In the latter case, the haulier must
provide the Known Consignor with a signed
haulier declaration, conrming compliance
with the requirements pertaining to people
(training courses, training history, etc.) carry-
ing out the transport and the transport pro-
cess to ensure the safety and security of civil
aviation. The people carrying out the trans-
port must present appropriate identication
when picking up the goods or delivering them
to the airport.
In Germany, a template of the haulier decla-
ration can be downloaded from the website of
the Federal Aviation Ofce.
58
58 www.lba.de (website of the German Federal
Aviation Ofce)
3.5.3 Cargo securing/lorry
On July, 1
st
1998, the German Transport Law
Reform Act (Transportrechtsreformgesetz, TRG)
introduced a new freight law to the German
Commercial Code (Handelsgesetzbuch, HGB)
and cancelled the former provisions pertain-
ing to the waybills stipulated in the German
Motor Trafc Ordinance (KVO) and German
General Terms and Conditions for Short Dis-
tance Hauling (AGNB).
According to Section 412 of the German Com-
mercial Code, the sender is responsible for
loading the goods in a manner that is safe
for operation, irrespective of the type of good
and haul distance. The law follows closely the
provisions of the Convention on the Contract
for International Carriage of Goods by Road
(CMR).
Loading goods safe for transport includes the
stacking, stowing, lashing, blocking, stacking
and securing of the cargo with suitable aids to
ensure that neither the goods nor the vehicle
is damaged under normal transport circum-
stances as specied in the contract.
Experience shows that cargo is often insuf-
ciently or incorrectly secured. Proper secur-
ing signicantly increases road-trafc safety
since inadequate securing measures could
cause injury to persons in addition to dam-
age to the cargo. Under German law, the
shipper, haulier and driver as well as the
vehicle owner are all responsible for secur-
ing the cargo. If a routine trafc control nds
Figure 41: Cargo safety is particularly essential when it comes to
shipping sensitive electronic components.
(Lorry – cargo ratchet strap – Copyright Jürgen Fälchle-fotolia)
61
that a vehicle’s cargo is not properly secured,
the driver of the vehicle may be ordered to
stop the vehicle and secure the cargo before
proceeding, and be charged with a road
trafc offence including a ne and penalty
points. In the event of a trafc accident due
to improperly secured cargo causing mate-
rial damage, the driver will be charged
with a road trafc offence including a ne
and penalty points, and in the event of per-
sonal injury, criminal charges will be pressed
involving a ne or even imprisonment.
59
3.5.4 Transport of dangerous goods
Dangerous goods are substances, preparations
(mixtures, solutions) and objects containing
substances the transport of which may pose a
risk to public safety or order, in particular to
the general public, important public property
or jeopardise the life and health of people,
animals and other objects due to their nature,
physical or chemical properties or state.
Within the meaning of the German Transport/
Cargo Law, dangerous goods are also those
materials that are harmless by themselves but
must be classied as dangerous during trans-
port.
Numerous regulations and conventions gov-
ern the transport of dangerous goods by road,
rail, water or sea, e. g. in terms of packaging,
secure loading, marking and shipping. In
addition to the safe handling of dangerous
goods transports, the purpose of these regula-
tions is to provide quick and fast information
for emergency teams to identify an incident
as a dangerous goods accident and hence take
appropriate measures.
59 For more information, go to the website of
the German Federal Institute for Materials
Research and Testing www.tes.bam.de or refer
to the information on load securing provided
under www.tis-gdv.de.
All parties involved in the transport of dan-
gerous goods must provide evidence of the
relevant knowledge of dangerous goods reg-
ulations. To obtain this knowledge, they must
regularly attend training courses. Companies
involved in the transport of dangerous goods
are usually required to appoint a person
responsible for dangerous goods.
Drivers of all vehicles carrying dangerous
goods must have an ADR training certicate.
They also need to carry personal protective
clothing (PPE), spillage and re-ghting
equipment as well as aids to secure the acci-
dent site as stipulated in the instructions in
writing (and subject to the relevant danger-
ous good). In addition, the consignment items
must be appropriately marked and labelled
and be accompanied by certain paperwork,
e. g. the transport document. The transport
document must state the name and address of
the consignor and consignee.
60
3.5.5 Consular and model rules
The consular and model rules (German Kon-
sulats- und Mustervorschriften, K&M) are a
German reference work for export business. It
provides information on shipping documents
and regulations that are required and must be
observed for the international trade of goods.
In addition, it details packaging, labelling and
origin marking requirements, contains infor-
mation on harbours and customs airports as
well as on legalisation provisions and consu-
lar fees, provides contact data of Germany’s
diplomatic missions, consular posts and trade
representations abroad as well as German
Chambers of Commerce (Außenhandelskam-
mern, AHK). This set of rules also includes
basic knowledge on the trade of goods with
third countries.
60 For more information go to http://en.wiki-
pedia.org/wiki/Dangerous_goods or refer to
the website of the German Federal Ministry
of Transport and Digital Infrastructure. (www.
bmvbs.de).
(Copyright ZVEI)

62
It has been published by the German Cham-
ber of Commerce in Hamburg since 1920. The
team of authors consists of staff of the Ham-
burg Chamber of Commerce with practical
export consulting experience. The reference
work has since been revised every two years
and as of its 40
th
edition, it is released by the
Mendel Verlag (publisher) in Witten/Germa-
ny.
61
3.6 Compliance/ethics/environmental
protection
Social responsibility as well as directives and
regulations of the European Union are impor-
tant topics in the area of compliance/ethics/
environmental protection.
3.6.1 Social responsibility
Social responsibility and environmental man-
agement are two terms that have become
established as key elements in supply chains
over the last few years. The world has real-
ised that economic success based on the
exploitation of the environment and people is
no longer acceptable. The term sustainability
has been considered for several years as an
approach towards a future-oriented and long-
term development of mankind. Future-ori-
ented management means: We have to leave
our children and grandchildren an intact eco-
logical, social and economic system. The one
cannot be achieved without the other.
Operating a business successfully in today’s
global economy increasingly requires compa-
nies to provide proof that sustainability is an
integral part of their companies’ principles.
After having arranged for the in-company
implementation of a Code of Conduct (CoC),
big companies have been increasingly facing
the challenge over the last few years to ensure
the sustainability rules and requirements are
also implemented and complied with along
the entire supply chain.
61 Mendel Verlag (www.mendel-verlag.de)
3.6.1.1 ZVEI Code of Conduct
ZVEI and its member companies afrm their
Corporate Social Responsibility as a part of
their global business activities (internationally
known as ‘CSR’). By signing this self-imposed
obligation, companies signal the market that
they follow recognised industry guidelines.
This Code of Conduct includes statements on
working conditions, social and environmen-
tal compatibility, transparency, collabora-
tion and dialogue that are marked by trust.
It also includes key reference points such as
the United Nation’s Universal Declaration of
Human Rights (UN Resolution 217 a (III)) of
1948, the United Nations Convention against
Corruption of 2003 and several other ILO Con-
ventions (e. g. ILO No. 138 of 1973 and No.
182 of 1999 relating to child labour).
3.6.1.2 United Nations Global Compact
The UN Global Compact is a strategic policy
initiative for businesses that are committed
to aligning their operations and strategies
with ten universally accepted principles in
the areas of ‘human rights’, ‘labour’, ‘envi-
ronment’ and ‘anti-corruption’. By doing so,
business, as a primary driver of globalisation,
can help ensure that markets, commerce,
technology and nance advance in ways that
benet economies and societies everywhere.
This ever-increasing understanding is reected
in the Global Compact’s rapid growth. With
over 12,000 corporate participants and other
stakeholders from over 145 countries, it is the
largest voluntary corporate responsibility ini-
tiative in the world.

63
3.6.1.3 Conictminerals
The subject of conict minerals is a recent
example of the increasing pressure exercised
by politics and economy, which ultimately
ensures that social responsibility nds its way
into legislation.
‘Conict minerals’ include the raw materials
columbite-tantalite, also known as coltan,
tin (casserite), wolframite (tungsten) and
gold. Many of the sites where these ores are
mined are located in the Democratic Repub-
lic of Congo and its nine adjoining countries
(Angola, Burundi, Central African Republic,
the Republic of the Congo, Rwanda, South
Sudan, Tanzania, Uganda and Zambia). These
mines are often controlled by different armed
rebel groups that nance their ghting with
the export of these ores. On July, 21
st
2010,
President Barack Obama signed the Dodd-
Frank Wall Street Reform and Consumer Pro-
tection Act, Section 1502. It forces companies
listed on the New York Stock Exchange to dis-
close their consumption of conict minerals.
To this end, the electronics industry started
major queries along its entire supply chain
in 2012 and 2013 to trace their value chains
back to the mines. Many customers request
the use of an ‘EICC Conict Minerals Report-
ing Template’, which has become a widely
accepted global standard. The EICC report
documents, among other things, the smelt-
ers identied along the supply chain. One of
the objectives is to audit and certify as many
smelters as possible as ‘conict-free’ and thus
ensure that smelters no longer use conict
minerals.
3.6.2 Directives and regulations of the
European Union
More detailed information on the RoHS Direc-
tive, the ELV Directive and REACH regulation
of the European Union is given below.
3.6.2.1 RoHS directive
The Restriction of Hazardous Substances
Directive (RoHS) originated in the European
Union and took effect in 2006. It restricts the
use of certain hazardous substances in new
electrical and electronic equipment put on
the market. It was revised in 2011 (RoHS 2
Directive 2011/65/EU) and had to be imple-
mented at national level by January 2013. In
Germany, for example, the rules of the Direc-
tive were transposed to a new ordinance ‘Elek-
troStoffVerordnung’, which came into force on
May, 9
th
2013.
It restricts the use of the following substances
to a maximum concentration value in homo-
geneous materials:
These requirements apply to new products
placed on the market. However, nal man-
ufacturers also expect their component sup-
pliers to deliver RoHS-compliant component
parts. RoHS compliance must therefore be
ensured along the entire supply chain.
Lead
0.1% by weight in homogeneous
materials
Cadmium
0.01% by weight in homogeneous
materials
Hexavalent Chromium
0.1% by weight in homogeneous
materials
Polybrominated Biphenyls
(PBB)
0.1% by weight in homogeneous
materials
Polybrominated Diphenyl
Ethers (PBDE)
0.1% by weight in homogeneous
materials
Mercury
0.1% by weight in homogeneous
materials
Table 4: Maximum concentration levels of homogeneous material according to the German
‚ElektroStoffVerordnung‘ (Copyright ZVEI)

64
There are numerous exemptions relating to
substance restrictions, transfer periods, mark-
ing requirements (CE marking) and conformity
assessments. More information is provided in
the brochure ‘ElektroStoffVerordnung – Hand-
lungshilfe für Industrie und Handel zur Kom-
munikation entlang der Lieferkette’, which is
available from the ZVEI.
3.6.2.2 ELV Directive
The End of Life Vehicle Directive (ELV) passed
into European Law in October 2000 and took
effect in Germany on June, 21
th
2002 when
the ELV Ordinance was adopted, regulating
the surrender, take-back and eco-friendly dis-
posal of end-of-life vehicles.
It governs the recycling and material recov-
ery of vehicles within the European Union
and contains certain substance bans for lead,
cadmium, mercury and hexavalent chromium
similar to the RoHS Directive. It also stipu-
lates the provision of conformity proofs by the
manufacturer and supplier.
3.6.2.3 REACH Regulation
REACH stands for Registration, Evaluation,
Authorisation and Restriction of Chemicals.
Adopted in summer 2007, this regulation
is the rst fundamental reform launched to
standardise the European chemicals policy. Its
purpose is to improve the protection of human
health and the environment from the risks
that can be posed by chemicals, while enhanc-
ing the competitiveness of the EU chemicals
industry.
In principle, REACH applies to all chemical
substances, not only those used in industrial
processes but also in our day-to-day lives, for
example in cleaning products, paints as well as
in articles such as clothes, furniture and elec-
trical appliances. Therefore, the regulation
has an impact on most companies and indus-
tries across the EU. The electronics industry as
a downstream user is also directly affected by
the REACH requirements. This is the result of
the technological bandwidth of the electronics
industry and the use of its products in many
different customer industries.
REACH establishes procedures for collecting
and assessing information on the properties
and hazards of substances. Companies must
register their substances and, if necessary,
collaborate with other companies for this pur-
pose. Communication along the supply chain
is a core element of the REACH regulation.
Since non-compliance with the duty to com-
municate may result in high nes, it is recom-
mended that REACH experts be consulted in
case of doubt. First points of contact are the
ZVEI
62
, the Federation of German Industries
(Bundesverband der Deutschen Industrie)
63
,
the European Chemicals Agency (ECHA)
64
or
the REACH-CLP-Biocide Helpdesk of the Ger-
man Federal Authorities.
65
As with many other EU Directives and reg-
ulations, non-European countries are also
interested in introducing similar REACH leg-
islation. China leads the way again (as was
the case with RoHS and ELV) and introduced
a regulation on the registration of new chemi-
cals initiated by the Ministry of Environmental
Protection of the People’s Republic of China
as early as October 2010.
62 www.zvei.org
63 www.bdi.eu
64 www.echa.europa.eu
65 www.reach-clp-biozid-helpdesk.de
65
3.7 Conclusion on external framework
conditions
The chapter on external framework conditions
clearly shows that inuences impacting on the
supply chain from outside must not be under-
estimated.
Not only may insufcient knowledge of possi-
ble customs, export control or transport regu-
lations signicantly increase shipping times,
violations of legal procedures and duties may,
in the worst case, be deemed as an admin-
istrative offence, e. g. against the German
Foreign Trade and Payments Act or applicable
duties to inform and sanctioned with nes.
For instance, the innocent performance of
chain transactions may result in tax-relevant
registration duties in a country, which in turn
can substantially increase costs and efforts.
This is why economic operators should always
study any relevant legal requirements inten-
sively before taking up the assignment and
consult external advisors in case of doubt
(customs, export control, tax experts, etc.).
66
Supply Chain Management is carried out
by people. This is a fact which sometimes
is forgotten: Solutions in the area are often
perceived as depending on tools, a concept
typically associated with IT solutions. Tools,
however, cannot manage the supply chain.
They can only serve as what they are, tools
that support supply chain specialists. No less,
but also no more.
Key supply chain management concepts:
Flexibility, speed, efciency – can be
achieved by your employees!
Staff from every department and every hier-
archical level are responsible for your supply
chain and its performance. Their skills and
capacity to act are decisive and make a signif-
icant contribution to the success of your enter-
prise on the international stage. Ensuring that
employees are both challenged and supported
as they develop their skills and expand their
qualications is a central task for manage-
ment.
Developing human capital secures the
future.
Ensuring you will be able to draw on skilled
and capable specialist staff in the future must
be seen as an investment. Neglecting to invest
in this area can lead to gaps opening up that
can potentially undermine the functioning and
the very existence of an enterprise. Neglecting
to invest in capital goods is a mistake that can
be remedied at a stroke if need be. In other
words: you simply purchase the capital good!
But in the area of human capital development,
a year or two of inactivity cannot be remedied
so easily: staff shortages or skills shortages
cannot be resolved at short notice, at least not
without paying a huge premium. The required
human resources are simply not (or no longer)
available.
Human capital development has a posi-
tivecost-benetratio!
The hot spots presented below, zone in on
skills and qualications that are increasingly
needed along the supply chain and shows that
the topics highlighted by the survey are not
optional, but essential for a functional supply
chain and for business success!
Topics such as sales planning and forecasting,
vendor-managed inventory (VMI), process
organisation or Kanban, reduce costs directly.
In areas such as foreign trade and customs,
the level of customs and import duties paya-
ble depends on the specialist expertise of your
staff, as do logistics costs and possible extra
penalties or charges.
For turnover in a particular market to trans-
late into the creation of real value, excellent
employees with intercultural competence, for-
eign language skills and specialist SCM exper-
tise are needed. The further away from the
company headquarters a new market is, the
more acute this need becomes!
The considerable risks associated with
global supply chains can only be miti-
gated by excellent employees!
Under German law, the export compliance
manager in any company – the highest-rank-
ing person with responsibility for exports, a
member of the management or executive
board – is personally liable for violations of
export regulations. The buck stops with the
export compliance manager: he or she can-
not plead ignorance of regulations or blame
problems on misunderstandings. Ensuring an
enterprise maintains its capacity to deliver
and enjoys import and export concessions is
only one example for the importance of devel-
oping specialist expertise in companies and
ensuring it is always on hand.
4 Supply Chain Management
Education and Training
67
4.1 Process-oriented skills manage-
ment
An efcient and effective supply chain
depends on skills management based on an
understanding of how processes are linked
and designed to tap the potential of employ-
ees in relevant functional areas, in individ-
ual functional roles and at every level within
the enterprise through a holistic long-term
approach.
It is key that skills development is oriented
towards the real work situation and anchored
to actual job requirements and concrete work
processes. Task-based process descriptions
and the skills needs derived from these can be
used to generate and implement education,
training and qualication strategies for indi-
vidual employees and for the enterprise as a
whole.
The following tables give an overview of how
individual SCM functional areas and their
respective SCM role proles match up with the
ve process categories described in the SCOR
®
model. The SCM role proles are divided into
operative and strategic roles. Operative roles
are directly involved in the execution of work
processes. Strategic roles typically involve
larger spheres of responsibility and corre-
spondingly greater accountability for budgets
and human resources.
A system of colour marking also shows which
role proles, with their typical tasks and activ-
ities, form core areas or areas more tangen-
tially involved in the respective SCOR
®
pro-
cess categories. Depending on the size of the
enterprise, its organisational structures and
the nature of its operations (make-to-stock,
make-to-order or repair and maintenance)
specialists may be involved in one or several
of the ve basic SCOR
®
process types in one
or more role prole. Education, training and
qualication pathways must be tailored to the
particular tasks and job specications of staff.

68
Table 5: How strategically important functional SCM role proles map to process categories in the SCOR
®
model (Copyright ZVEI)
Table 6: How strategically important functional SCM role proles map to process categories in the SCOR
®
model (Copyright ZVEI)
Functional SCM-
role profiles
Synonyms Plan Source Make Deliver
Return
Logistics ManagerSupply Chain Manager
Strategic PlannerIndustrial Engineer
Logistics Planner
Process coordinatorSCM Application
Developer
Purchasing Manager
Commodity
Procurement
Project Purchaser
Goods Receipt Manager
Inventory Management
Coordinator
Warehouse Manager
Production Manager
Dispatch Manager
Functional SCM-
role profiles
Synonyms
Plan Source Make Deliver Return
Customer Order
Handler
Customer Service Staff
(Order Processing)
Demand PlannerOrder Manager
Launch Support
Professional
Production Planner
Production Scheduler
Order Fulfillment
Planner
Material Planner
Strategic Purchaser
Commodity
Procurement
Goods Receipt
Employee
Goods Receipt Quality
Control Employee
Warehouse Employee
Order Picker
Production Supervisor
Production Line
Supervisor
Production Line
Employee
Skilled Worker
Packer
Transportation
Planner
Transportation
Manager
Driver
Complaint
Management Staff
Customs Expert
Foreign Trade and
Export Expert
Dangerous Goods
Safety Advisor
Waste and Reclaim
Expert

69
4.2 Hot spots for skills development
Following a survey of multiple enterprises,
one-page guides dealing with 11 hot spots
for skills development and qualication were
developed. Before the topics are treated indi-
vidually, a note on the survey design and on
the thinking behind the individual one-page
guides follows.
4.2.1 Enterprise survey as departure
point
ZVEI members were surveyed to arrive at an
up-to-date assessment of the areas in the elec-
trical and electronics industry that have the
greatest need for skills development in the
area of supply chain management.
Members were presented with 50 SCM key-
words and asked to identify the areas in which
they perceive a need for skills development or
have already started implementing measures
of their own.
The working group then prepared brief over-
views of the top ten hot spots. The one-page
guides that resulted are presented in this
chapter. Each gives a quick overview of the
respective topic and the main functions and
areas it relates to.
Because of their importance, the hot spots
goods labelling (rank 13, chapter 4.2.12) and
Kanban (rank 15, chapter 4.2.13) were also
included in the one-page guides. In addition,
the hot spots classic and WebEDI were summa-
rised in one guide, as they are closely-related.
4.2.2 How to use the one-page guides
The guides have been designed to cover the
key hot spots highlighted by the survey in a
form which can be taken in at a glance and can
serve to guide the actions of decision-makers.
Not only are these guides intended to assist
enterprises in discovering the right staff by
focusing on initial vocational training, univer-
sity education and advanced vocational train-
ing, but they are also intended to demonstrate
how companies can develop and upgrade the
skills of their staff through company educa-
tion and training programmes and continued
education measures.
Each of the hot spots was assigned to one
of three areas: eld of action, tools and pro-
cesses. Symbols for these areas are displayed
on the appropriate pages so that readers
can see at a glance which area each guide
addresses.
Table 7: How SCM functional areas map to process categories in the SCOR
®
model (Copyright ZVEI)
Key to symbols:
Core area Related area
SCM Departmental
Areas
Synonyms
Plan Source Make Deliver Return
Demand & Supply
Planning
Demand Planning
Procurement (Strategic
Contracts)
Strategic Procurement
Procurement (Operative
Orders)
Operative Procurement
Customer Service Order Management
Receiving (Area)
Warehousing
Order Fulfillment
Production
DeliveryOrder Management
Goods Transport
(Internal)
Internal Transport/Picking/
Readying for Dispatch
Goods Transport
(External)

70
Each one-page guide is structured to take in
the following points (each indicated with its
own symbol) so that readers can orient them-
selves rapidly and intuitively:
Table 8: Symbols for matching hot spots to areas (Copyright ZVEI)
Table 9: Symbols to aid orientation (Copyright ZVEI)
Denition Briey outlines the signicance of the focus
topic. The SCOR
®
map shows which categories
of the SCOR
®
model are affected. This should
make it easier to see how the focus topic links
to processes.
The processes that participants identied in
the survey as areas affected in their own
enterprises are marked in red, processes in
upstream or downstream areas that are usually
also affected in pink.
Aims Shows purpose of focus topic.
Potential List of positive effects for the enterprise.
Skills Content Shows which learning content should be dealt
with in qualication programmes to generate
a solid understanding of the respective focus
topic.
Target Group Illustrates which functional roles on the stra-
tegic and operative sides of the organisa-
tion should be targeted for specic training.
Depending on the size of the enterprise, an
employee may have several roles.
Relevant Functions Illustrates which functional areas along the
value chain in the enterprise that come into
contact with the focus topic (red background).
Field of Action
Tool
Process

71
4.2.3 Sales planning and forecasting
Rank 1
Denition
Forecasting of market demand for a product.
Aims
Precise planning of sales volume per product.
Potential
• Optimised capacity utilisation rate, higher
delivery service level, lower capital commit-
ment,
• smoothing of procurement, production and
distribution quantities through coordinated
planning between supplier and customer,
• voidance of unnecessary costs result-
ing from incorrect planning of material,
machinery or personnel,
• avoidance of the bullwhip effect.
Skills content
• Sales plan as basis for an enterprise-wide
projection of all relevant resources,
• derivation of sales volume from bills of mate-
rials and production plans in order to coordi-
nate personnel, machine capacity and order
quantities,
• consideration of seasonal uctuations,
short-term uctuations and external factors
through continuous planning,
• opportunities and need to communicate
regularly and closely with customers, e. g.
through (Web)EDI.
Target groups
Functions affected
(shown against red background)
Strategic Operative
Supply Chain Manager Order Manager, Order Fulllment Planner
Purchasing Manager Production Planner, Production Scheduler
Order Fulllment Manager Materials Planner
Production Manager Inventory Management Coordinator
Production Supervisor Order Manager
Figure 42: Sales Planning and Forecasting in the SCOR
®
model (Copyright Osram OS)
DELIVER
RETURN
RETURN RETURN
SOURCEDELIVER
PLAN
MAKE
PLANPLAN
RETURN
RETURN
RETURNRETURN
MAKE
DELIVER
SOURCE
RETURN
MAKE
Supplier
Internal or External
Customer
Internal or External
Customers'
Customer
Suppliers'
Supplier
SOURCE
DELIVER
SOURCE
RETURN
Your Organisation
Table 10: Sales planning and forecasting target groups (Copyright Osram OS)
Demand Planning
Procurement (StrategicContracts)
Procurement (OperativePurchases)
Customer Order Management
Production Planning
Receiving (Area)
Warehousing
Production/Manufacturing
Delivery
Transport
Value Chain
Figure 43: Functions affected by sales planning and forecasting (Copyright Osram OS)
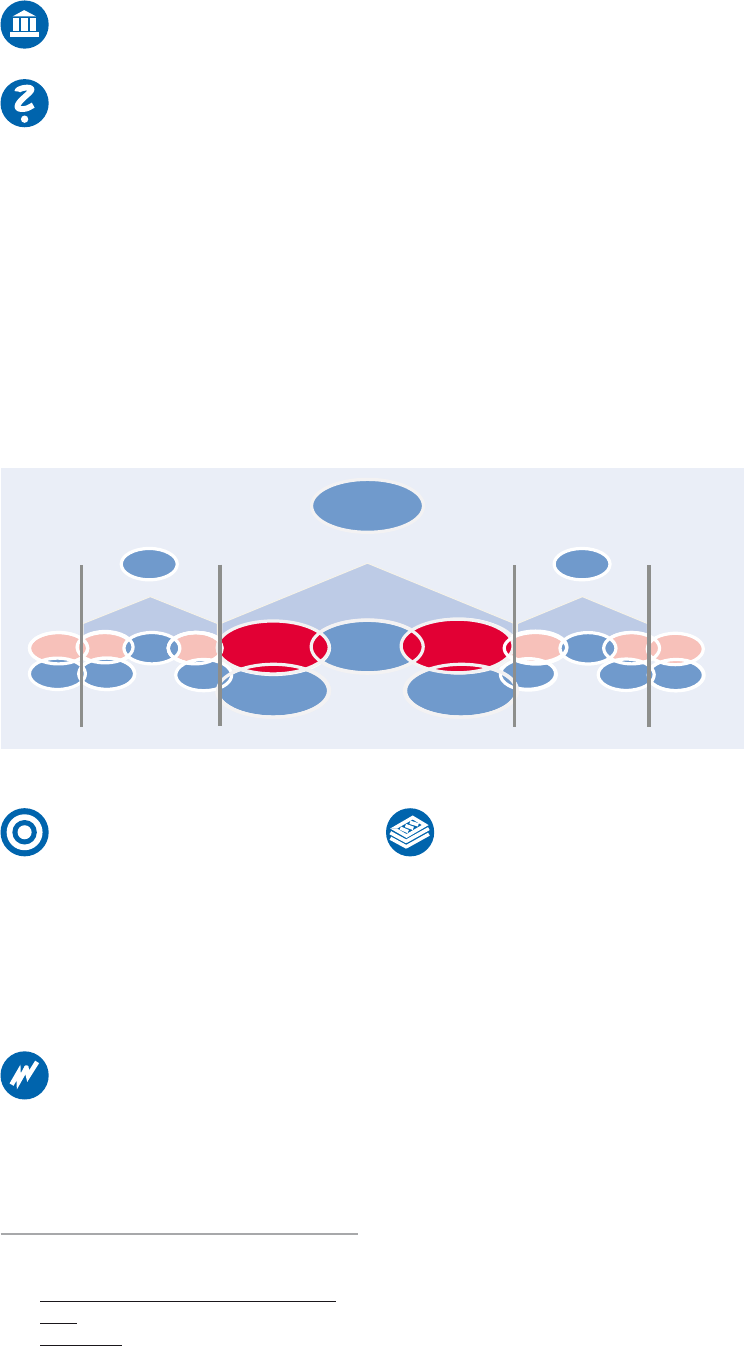
72
4.2.4 Customs and international trade
66
Rank 2
Denition
International trade is the exchange of goods,
services and capital across international bor-
ders or territories.
67
In Germany, the customs authorities are sub-
ordinate to the Federal Ministry of Finance
and are tasked mainly with the collection of
tax in general, the levying of excise duties in
particular, the provision of clearance proce-
dures, risk analysis for the trade in goods, the
enforcement of market regulations and debt
collection on behalf of the Federal Republic.
68
Aims
Aims here fall into two categories: the (once-
off) task of creating the prerequisites for
developing new markets, and the medium/
long-term safeguarding of a cost-effective,
low-risk, and high-quality (and therefore also
high-speed) supply chain.
Potential
• Opportunities to make strategic deci-
sions about entering foreign markets – in
advance,
66 A more detailed guide to customs and inter-
national trade can be found in Appendix 5.7.
67 http://en.wikipedia.org/wiki/International_
trade
68 www.zoll.de
• avoidance or minimisation of legal risks,
• knowledge and therefore also consideration
(possible avoidance, minimisation) of tariff
and non-tariff barriers to trade,
• securing the stability of the supply chain (for
example through transparency, processes,
documentation),
• avoiding time delays (e. g. customs clear-
ance formalities, processing of payments,
issues with documentation or labelling),
• reduction of costs (temporary storage unre-
lated to transportation, interfaces and media
discontinuity, duration of transportation,
customs and import duties, costs of nance
and risk mitigation).
Skills content
• Finance instruments for simplifying import
and export activities, reducing capital
investment needs and simplifying cash
management,
• international sales law as the basis for low-
risk multinational trade relations,
• precise drafting of international sales con-
tracts as a precondition for the successful
pursuit of legal remedies in foreign countries,
• delivery and payment terms and the appli-
cation and signicance of payment, trade,
insurance, customs and foreign trade doc-
umentation,
• implementation of risk analyses and of
strategic and operative management of the
main goods, currency, country-specic, pay-
ment and product liability risks,
DELIVER
RETURN
RETURN RETURN
SOURCEDELIVER
PLAN
MAKE
PLANPLAN
RETURN
RETURN
RETURNRETURN
MAKE
DELIVER
SOURCE
RETURN
MAKE
Supplier
Internal or External
Customer
Internal or External
Customers'
Customer
Suppliers'
Supplier
SOURCE
DELIVER
SOURCE
RETURN
Your Organisation
Figure 44: Customs and international trade in the SCOR
®
model (Copyright Osram OS)

73
• ability to plan around key aspects of foreign
trade law, including customs, taxes, registra-
tion requirements and market regulations,
• application of import and customs clearance
procedures and types of customs duty, abil-
ity (in connection with this) to work within
rules governing contingents, the origin of
goods and preferential tariffs,
• application of standard and simplied cus-
toms clearance procedures and ability to
factor in both country-specic characteris-
tics and aspects of export control related to
the specic nature of the goods.
Target groups
Functions affected
(shown against red background)
Strategic Operative
Senior Management,
Executive Board
Manager of Legal
Department
Sales Controller
Admin Staff in Legal Department,
Legal Advisor
Head of Sales
Head of Product Devel-
opment
Admin Staff Responsible for
Exports, Key Account Managers,
Project Managers
Admin Staff in Product Develop-
ment
Head of Procurement/SCM Head of Production Strategic Purchaser Production Planner
Head of Finance Head of Logistics
Accountants, Admin Staff in
Credit Administration, Customs
Clearance and Accounting
Dispatch Staff, Admin Staff Handing
Imports or Logistics
Table 11: Customs and foreign trade target groups (Copyright Osram OS)
Demand Planning
Procurement (StrategicContracts)
Procurement (OperativePurchases)
Customer Order Management
Production Planning
Receiving (Area)
Warehousing
Production/Manufacturing
Delivery
Transport
Value Chain
Figure 45: Functions affected by customs and foreign trade (Copyright Osram OS)

74
4.2.5 Simulation-based optimisation
Rank 3
Denition:
Optimisation of complex, real business pro-
cesses using results from computerised sim-
ulation models.
Aims
Optimisation of real business processes.
Potential
• Optimal utilisation of human resources and
machines,
• optimal layout and integration of logistics
and production,
• avoidance of expensive implementation
errors,
• timesavings through more rapid results from
computerised simulation of alternatives.
Skills content
• Opportunity to become familiar with different
simulation systems – how they work, areas of
deployment, characteristics, strengths and
weaknesses,
• system support for implementation of
detailed planning of production and logis-
tics workows showing machines, equip-
ment set-up, material, personnel, informa-
tion (such as orders), etc.,
• opportunity to become familiar with a selec-
tion of system-based optimisation algo-
rithms that can help to pick the best course
of action,
• opportunities for dynamic representation of
different levels of demand to reect uc-
tuation during the day, week, and month,
seasonal trends within specic sectors, etc.,
• development of solutions for over/under-uti-
lisation of manufacturing capacities, and
bottlenecks that arise at particular junctures
(machines, personnel, infrastructure),
• opportunities to simulate the entire supply
chain across enterprise boundaries,
• computerised or manual calculation of opti-
misation plans.
Figure 46: Simulation-based optimisation in the SCOR
®
modell (Copyright Osram OS)
DELIVER
RETURN
RETURN RETURN
SOURCEDELIVER
PLAN
MAKE
PLANPLAN
RETURN
RETURN
RETURNRETURN
MAKE
DELIVER
SOURCE
RETURN
MAKE
Supplier
Internal or External
Customer
Internal or External
Customers'
Customer
Suppliers'
Supplier
SOURCE
DELIVER
SOURCE
RETURN
Your Organisation

75
Target groups
Functions affected
(shown against red background)
Table 12: Simulation-based optimisation target groups (Copyright Osram OS)
Strategic Operative
Supply Chain Manager Logistics Planner
Production Manager Production Planner, Production Scheduler
Production Supervisor Materials Planner
Warehouse Manager Inventory Management Coordinator
Order Manager
Demand Planning
Procurement (StrategicContracts)
Procurement (OperativePurchases)
Customer Order Management
Production Planning
Receiving (Area)
Warehousing
Production/Manufacturing
Delivery
Transport
Value Chain
Figure 47: Functions affected by simulation-based optimisation (Copyright Osram OS)

76
4.2.6 Vendor managed inventory (VMI)
Rank 4
Denition
Inventory managed by supplier/seller.
Aims
Improved capacity to deliver with simultane-
ously reduced costs.
Potential
• Smoothing of production and distribution
quantities,
• reduced complexity and administrative
overhead for article management for cus-
tomers and suppliers,
• reduced storage of stock at supplier, elimi-
nation of the bullwhip effect,
• fewer errors and faster throughput time due
to automation,
• reduced transport costs and better utilisa-
tion of transportation capacity,
• improved service quality,
• strengthening of business relationship
between customer and supplier.
Skills content
• Opportunities for and possible variants of
vendor self-management,
• necessary information for vendor self-man-
agement,
• distribution of responsibilities with vendor
self-management,
• necessary communication,
• automation and electronic connectivity with
vendor self-management,
• binding agreements governing electronic
connections,
• appropriate VMI combinations.
Figure 48: VMI in the SCOR
®
model (Copyright Osram OS)
DELIVER
RETURN
RETURN RETURN
SOURCEDELIVER
PLAN
MAKE
PLANPLAN
RETURN
RETURN
RETURNRETURN
MAKE
DELIVER
SOURCE
RETURN
MAKE
Supplier
Internal or External
Customer
Internal or External
Customers'
Customer
Suppliers'
Supplier
SOURCE
DELIVER
SOURCE
RETURN
Your Organisation

77
Target groups
Functions affected
(shown against red background)
Strategic Operative
Supply Chain Manager Logistics Planner
Purchasing Manager Production Planner, Production Scheduler
Warehouse Manager Inventory Management Coordinator
Production Manager Warehouse Staff
Production Supervisor Materials Planner
Logistics Planner Order Manager
Project Manager Customer Order Handler
Transport Manager Transport Scheduler
Logistics Planner
Table 13: VMI target groups (Copyright Osram OS)
Figure 49: Functions affected by VMI (Copyright Osram OS)
Demand Planning
Procurement (StrategicContracts)
Procurement (OperativePurchases)
Customer Order Management
Production Planning
Receiving (Area)
Warehousing
Production/Manufacturing
Delivery
Transport
Value Chain

78
4.2.7 EDI classic and WebEDI
Rank 5 and 8
Denition
EDI (Electronic data interchange) allows data
to be exchanged between company or state
agency computer systems without interrup-
tions. For example, business processes such
as orders, order conrmations, delivery noti-
cations, and invoices can be processed via
EDI. WebEDI portals are designed for systems
in which one of the business partners cannot
support classic EDI.
Aims
Avoidance of media discontinuity, and support
for lean supply chain management strategies.
Potential
• Time savings and minimisation of costs and
errors in business transactions with external
partners,
• strengthening of relationship between sup-
plier and customer,
• automation of business processes with
external partners that lack EDI infrastruc-
ture,
• more rapid exchange of data,
• minimisation of redundant data.
Skills content
• Overview of the most common EDI stand-
ards (including EDIFACT, ANSI X12 and
RosettaNET),
• practical examples showing EDI support for
processes such as placing orders,
• demonstration of differences between the
various EDI methods and their requirements
(with WebEDI, for example, one partner is
always EDI enabled, while the other is not),
• WebEDI examples from everyday life, such
as the deployment of WebEDI at Amazon.
Figure 50: EDI classic and WebEDI in the SCOR
®
model (Copyright Osram OS)
DELIVER
RETURN
RETURN RETURN
SOURCEDELIVER
PLAN
MAKE
PLANPLAN
RETURN
RETURN
RETURNRETURN
MAKE
DELIVER
SOURCE
RETURN
MAKE
Supplier
Internal or External
Customer
Internal or External
Customers'
Customer
Suppliers'
Supplier
SOURCE
DELIVER
SOURCE
RETURN
Your Organisation
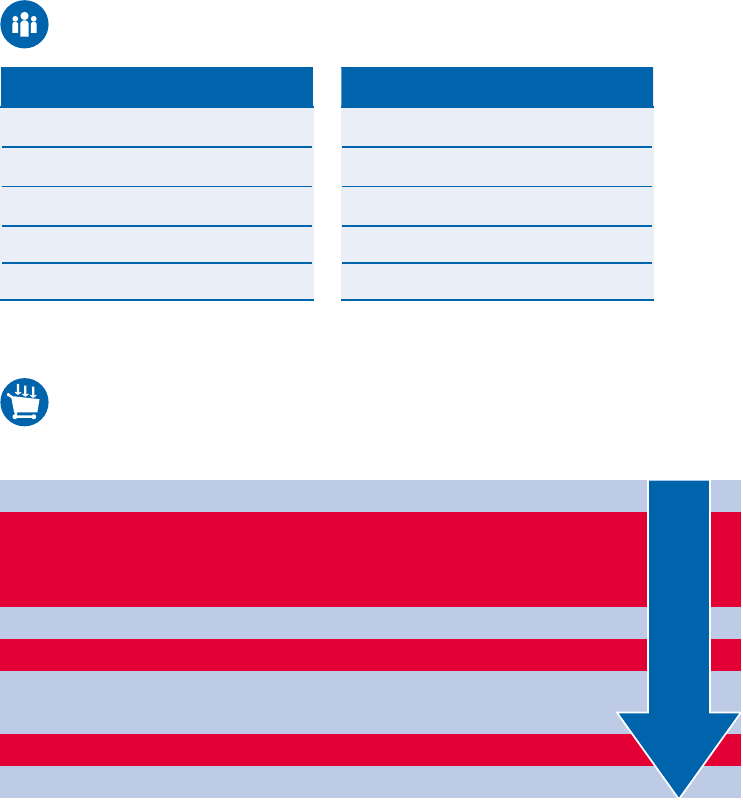
79
Target groups
Functions affected
(shown against red background)
Table 14: EDI classic and WebEDI target groups (Copyright Osram OS)
Figure 51: Functions affected by EDI classic and WebEDI (Copyright Osram OS)
Strategic Operative
Supply Chain Manager Commodity Procurement
Purchasing Manager Project Purchaser
SCM Application Developer Strategic Purchaser
Customer Order Handler
Foreign Trade and Export Expert
Demand Planning
Procurement (StrategicContracts)
Procurement (OperativePurchases)
Customer Order Management
Production Planning
Receiving (Area)
Warehousing
Production/Manufacturing
Delivery
Transport
Value Chain

80
4.2.8 Tracking and tracing
Rank 6
Denition
Consignment tracking and tracing makes it
possible to monitor and verify the status of
deliveries both before and after their arrival.
Aims
Makes it possible to identify the location, path
and status of goods/consignments within the
supply chain.
Potential
• Rapid identication of errors,
• easy to detect wastage (waiting time,
unnecessary movement of goods, through-
put time, etc.),
• savings from making standardised informa-
tion available to different partners/inter-
ested parties,
• opportunity to respond rapidly to customer
complaints; improved communication with
customers,
• supply chain security,
• avoidance or minimisation of theft,
• identication of counterfeit or black market
products,
• rapid tracing of errors and elimination of
their causes through data availability.
Skills content
• Opportunities presented by tracing of ship-
ments (with reference to, for example, par-
cel delivery services),
• options for labelling products and reading
labels (scanning methods = codes, optical
image recognition, etc.),
• opportunities and methods for visualising
ows of goods.
DELIVER
RETURN
RETURN RETURN
SOURCEDELIVER
PLAN
MAKE
PLANPLAN
RETURN
RETURN
RETURNRETURN
MAKE
DELIVER
SOURCE
RETURN
MAKE
Supplier
Internal or External
Customer
Internal or External
Customers'
Customer
Suppliers'
Supplier
SOURCE
DELIVER
SOURCE
RETURN
Your Organisation
Figure 52: Tracking and tracing in the SCOR
®
model (Copyright Osram OS)

81
Target groups
Functions affected
(shown against red background)
Strategic Operative
Supply Chain Manager Customer Order Handler
Industrial Engineer Materials Planner
Logistics Planner Order Manager, Order Fulllment Planner
Warehouse Manager Warehouse Staff
Dispatch Manager Transport Scheduler
Demand planning
Demand Planning
Procurement (StrategicContracts)
Procurement (OperativePurchases)
Customer Order Management
Production Planning
Receiving (Area)
Warehousing
Production/Manufacturing
Delivery
Transport
Value Chain
Table 15: Tracking and tracing target groups (Copyright Osram OS)
Figure 53: Functions relevant to tracking and tracing (Copyright Osram OS)

82
4.2.9 Process organisation
Rank 7
Denition
Process organisation represents an enterprise
in terms of its business processes. These can
be classied further as core processes, sup-
porting processes and management processes.
Examples for core processes could include:
marketing, production, material and logistics
processes. In the SCOR
®
model, these pro-
cesses could be summarised under the con-
cepts Plan, Source, Make, Deliver and Return.
The support or management-oriented area is
described using the concept Enable.
Aims
• Laying down foundations for exibility and
adaptability,
• representation of activities as they are
linked in the ow of goods and services
through the enterprise,
• intensive focus on customer-specic
requirements.
Potential
• Minimisation of waste through concentra-
tion on activities that create value and are
therefore paid for by customers,
• minimisation of errors and their cost
through greater transparency and greater
control over workows,
• higher employee motivation through more
varied tasks (cross-functional areas).
Skills content
• Organisational structures and procedures,
• reasons for process organisation,
• structure of process organisation.
Figure 54: Process organisation in the SCOR
®
model (Copyright Osram OS)
DELIVER
RETURN
RETURN RETURN
SOURCEDELIVER
PLAN
MAKE
PLANPLAN
RETURN
RETURN
RETURNRETURN
MAKE
DELIVER
SOURCE
RETURN
MAKE
Supplier
Internal or External
Customer
Internal or External
Customers'
Customer
Suppliers'
Supplier
SOURCE
DELIVER
SOURCE
RETURN
Your Organisation

83
Target groups
Functions affected
(shown against red background)
Strategic Operative
Supply Chain Manager
Industrial Engineer
SCM Application Developer
Logistics Planner
Purchasing Manager
Production Manager
Table 16: Process organisation target groups (Copyright Osram OS)
Figure 55: Functions affected by process organisation (Copyright Osram OS)
Demand Planning
Procurement (StrategicContracts)
Procurement (OperativePurchases)
Customer Order Management
Production Planning
Receiving (Area)
Warehousing
Production/Manufacturing
Delivery
Transport
Value Chain

84
4.2.10 Shipment guidelines
Rank 9
Denition
Set of rules showing which forwarder should
be used for which loads, as distinguished by
weight, volume, load carrier, deadlines, classi-
cation as dangerous goods and a large range
of other criteria.
Aims
Ensure goods are transported with approved
transport providers at negotiated prices.
Potential
• High potential for savings on transportation
services,
• better selection of transportation service
providers for all relevant criteria.
Skills content
• Negotiated transport terms for optimal
cost-benet ratios at a dened quality
standard,
• structured and systematic selection of ser-
vice providers,
• table with weight limits, volume limits and
load carriers showing which transport pro-
viders should be used in which cases,
• xed rules per region, country, type of
goods (e. g. dangerous goods), for national
and international road haulage and air and
sea freight.
DELIVER
RETURN
RETURN RETURN
SOURCEDELIVER
PLAN
MAKE
PLANPLAN
RETURN
RETURN
RETURNRETURN
MAKE
DELIVER
SOURCE
RETURN
MAKE
Supplier
Internal or External
Customer
Internal or External
Customers'
Customer
Suppliers'
Supplier
SOURCE
DELIVER
SOURCE
RETURN
Your Organisation
Figure 56: Shipment guidelines in the SCOR
®
model (Copyright Osram OS)

85
Target groups
Functions affected
(shown against red background)
Demand Planning
Procurement (StrategicContracts)
Procurement (OperativePurchases)
Customer Order Management
Production Planning
Receiving (Area)
Warehousing
Production/Manufacturing
Delivery
Transport
Value Chain
Table 17: Shipment guidelines target groups (Copyright Osram OS)
Figure 57: Functions affected by shipment guidelines (Copyright Osram OS)
Strategic Operative
Supply Chain Manager Transport Manager
Purchasing Manager Dangerous Goods Safety Advisor
Foreign Trade and Export Expert

86
4.2.11 Consignment
Rank 10
Denition
Consignment stock refers to stock of a supplier
or service provider held in the company of the
buyer. It remains the property of the supplier
until it is removed by the buyer. The merchan-
dise is only paid for when it is taken from con-
signment stock. This form of inventory manage-
ment is known as consignment.
Aims
• Improved availability on the customer side
and improved performance on the supplier
side,
• lower inventory levels across the entire sup-
ply chain.
Potential
• Minimisation of process costs,
• minimisation of transportation costs,
• optimisation of set-up costs (free choice
from supplier’s production batches),
• strengthening of customer-supplier rela-
tionship,
• transfer of the risks and rewards of owner-
ship delayed. Depending on the arrange-
ments made for settling accounts, a longer
term of credit may also result,
• in intercompany transactions, the entire
inventory appears based on production costs
in the general ledger account of the supplier;
once country-specic regulations are taken
into account, this can have non-recurrent tax
effects.
Skills content
• Options for representing consignment stock
in inventory management systems,
• contract drafting basics and variations,
including, for example:
• storage location, cost absorption,
delayed acceptance of goods,
• warehouse operators, rights and respon-
sibilities of the contracting parties,
• liability issues, transfer of ownership,
and invoicing,
• insurance,
• inspection of goods,
• beginning of validity period/termina-
tion,
• any other terms and conditions (place of
jurisdiction, references to further agree-
ments),
• individual supplemental agreements
(such as the type of packaging to be
used, minimum or maximum orders),
• rolling forecast/inventory, etc.
DELIVER
RETURN
RETURN RETURN
SOURCEDELIVER
PLAN
MAKE
PLANPLAN
RETURN
RETURN
RETURNRETURN
MAKE
DELIVER
SOURCE
RETURN
MAKE
Supplier
Internal or External
Customer
Internal or External
Customers'
Customer
Suppliers'
Supplier
SOURCE
DELIVER
SOURCE
RETURN
Your Organisation
Figure 58: Consignment in the SCOR
®
model (Copyright Osram OS)

87
Target groups
Functions affected
(shown against red background)
Strategic Operative
Head of SCM Customer Order Handler Complaint Management
Purchasing Manager Order Manager Goods Receipt Employee
Warehouse Manager Materials Planner Goods Receipt Quality Control Staff
SCM Application Developer SCM Application Developer Warehouse Staff
Inventory Management Coordinator Order Picker
Foreign Trade and Export Expert
Table 18: Consignment target groups (Copyright Osram OS)
Figure 59: Functions affected by consignment (Copyright Osram OS)
Demand Planning
Procurement (StrategicContracts)
Procurement (OperativePurchases)
Customer Order Management
Production Planning
Receiving (Area)
Warehousing
Production/Manufacturing
Delivery
Transport
Value Chain

88
4.2.12 Goods labelling
Rank 13
Denition
Goods labels (for example MAT labels, GTL)
contain information such as article numbers,
descriptions and possible further data that
must remain with the goods to facilitate their
unambiguous identication.
Aims
• Machine-readable, unambiguous identica-
tion and traceability,
• standardised and uniform labelling, for
example using the ANSI system (American
National Standards Institute),
• efcient receipt and onward expediting of
material.
Potential
• Higher degree of automation, improved
throughput times, reduced identication
errors,
• deployment of technical aids such as scan-
ners, PDAs, etc. for quick and reliable iden-
tication and further processing or expedit-
ing,
• rapid cross-check against database to verify
correctness of labels.
Skills content
• Options for unambiguous labelling and
description of materials, containers and
packaging, for example MAT label, RFID
tags or GTL (Global Transport Label),
• machine-readable labels (optical scanning
technologies, RFID readers, etc.),
• necessary information for ensuring trace-
ability such as date code, humidity class,
RoHS compliance, etc., see also the ZVEI-
guide on ‘Identication and Traceability in
the Electrical and Electronics Industry’,
• options for and benets from tracing the
ow of material and information along the
entire supply chain from suppliers via manu-
facturers all the way through to customers,
• examples for current labels that account for
industry sector guidelines, goods character-
istics, etc.
Figure 60: Goods labelling in the SCOR
®
model (Copyright Osram OS)
DELIVER
RETURN
RETURN RETURN
SOURCEDELIVER
PLAN
MAKE
PLANPLAN
RETURN
RETURN
RETURNRETURN
MAKE
DELIVER
SOURCE
RETURN
MAKE
Supplier
Internal or External
Customer
Internal or External
Customers'
Customer
Suppliers'
Supplier
SOURCE
DELIVER
SOURCE
RETURN
Your Organisation

89
Target groups
Functions affected
(shown against red background)
Strategic Operative
Supply Chain Manager Goods Receipt Employee
Purchasing Manager Goods Receipt Quality Control Staff
Goods Receipt Manager Warehouse Staff
Dispatch Manager Complaint Management Staff
Industrial Engineer Customer Order Handler
Transport Manager Packer
Logistics Planner Order Picker
Skilled Worker
Table 19: Goods labelling target groups (Copyright Osram OS)
Figure 61: Functions affected by goods labelling (Copyright Osram OS)
Demand Planning
Procurement (StrategicContracts)
Procurement (OperativePurchases)
Customer Order Management
Production Planning
Receiving (Area)
Warehousing
Production/Manufacturing
Delivery
Transport
Value Chain

90
4.2.13 Kanban
Rank 15
Denition
Kanban is an inventory management strategy
in which replenishment is triggered by con-
sumption. The advantage of this method is
that complex planning is not needed to trig-
ger a replenishment signal. Kanban is espe-
cially helpful as a means of ensuring efcient
supply chain workow management across
different areas.
Aims
Maximum availability, minimum stock – the
result of consumption being managed by
coordination between two parties.
Potential
• High potential for cost-savings in inventory
management,
• supports lean production workows.
Skills content
• Functions as self-regulating feedback loop
connecting production and consumption,
• differences between push and pull princi-
ples,
• ensures human resources and inputs are
deployed exibly by giving control over
short-term workow management to the
employees executing the relevant tasks,
• use of Kanban cards as information system,
• prerequisites for introducing a Kanban sys-
tem,
• understanding and knowledge of lean strat-
egy.
DELIVER
RETURN
RETURN RETURN
SOURCEDELIVER
PLAN
MAKE
PLANPLAN
RETURN
RETURN
RETURNRETURN
MAKE
DELIVER
SOURCE
RETURN
MAKE
Supplier
Internal or External
Customer
Internal or External
Customers'
Customer
Suppliers'
Supplier
SOURCE
DELIVER
SOURCE
RETURN
Your Organisation
Figure 62: Kanban in the SCOR
®
model (Copyright Osram OS)

91
Target groups
Functions affected
(shown against red background)
Strategic Operative
Supply Chain Manager Order Manager
Purchasing Manager Production Planner, Production Scheduler
Warehouse Manager Materials Planner
Production Manager Inventory Management Coordinator
Production Supervisor Warehouse Staff
Skilled Worker
Demand Planning
Procurement (StrategicContracts)
Procurement (OperativePurchases)
Customer Order Management
Production Planning
Receiving (Area)
Warehousing
Production/Manufacturing
Delivery
Transport
Value Chain
Table 20: Kanban target groups (Copyright Osram OS)
Figure 63: Functions affected by Kanban (Copyright Osram OS)

92
4.3 Education, training and skills
development
This subsection begins by shedding light on
the current situation and on the need for
action to address current and future skills
demand in the area of supply chain manage-
ment. This is then followed by a more detailed
exploration of various training and educa-
tion options which include initial vocational
training, degree programmes at institutions
of higher learning, advanced vocational train-
ing, continued education and company train-
ing.
4.3.1 Situation and need for action
In the past, enterprises tended to work at
optimising individual functional areas like
purchasing, warehouse management and
distribution. Today, the focus tends to be
on implementing and ne-tuning the entire
supply chain in line with the SCOR
®
model to
achieve lower costs, faster throughput times
and improved product and service quality
– even as product life cycles become ever
shorter. Optimising value streams within a
single enterprise is no longer enough. Poten-
tial for increasing productivity and saving
time while creating value is now sought and
realized across the entire supply chain. Skilled
staff at every level is the key to success here.
Business-oriented vocational education and
academic degree programmes still tend to
deal with materials management, procure-
ment, and logistics in the ‘classic’ manner. The
supply chain management approach, with its
interlinking of different areas and the empha-
sis on processes and data which connects it
to product life cycle management (PLM), has
been integrated into the relevant curricula
only hesitantly. For the necessary change to
happen, both vocational and academic pro-
grammes will have to open up to change,
extension or adjustment, or they will be swept
aside by more holistic and global approaches.
The needs highlighted by enterprises (with
convincing justications) in this white paper
are also supported by operational practices in
enterprises. In what follows, various different
starting points and possibilities are sketched,
along with examples for some of the best
approaches and ideas to come out of aca-
demic and vocational education programmes
and continued education and training meas-
ures. The concept of supply chain manage-
ment, as used here, always refers to the entire
supply chain, from the supplier’s supplier all
the way down to the customer’s customer –
broken down into the processes Plan, Source,
Make, Deliver and Return, which also include
classic logistics.
4.3.2 Training and education pathways
The illustration shows a number of possible
training and education options for developing
skills in the area of supply chain management.
• Initial Vocational Education and Training:
within the framework of the dual system,
apprentices acquire skills required for oper-
ative tasks,
• Academic Degree Programmes: students
acquire skills required for operative and
strategic tasks at traditional universities,
universities of applied sciences and voca-
tional academies,
• Advanced Vocational Education and Train-
ing: qualies candidates for specialist tasks
and leadership roles,
• Continuing Education: qualies participants
for specialist tasks.
Conclusion:
• opportunities for skills development in the
eld of SCM are varied,
• the relevant vocational and academic
learning content is complex and cross-
linked.
Work Experience
Advanced
Vocational
Training
Continued
Education
(Professional Training,
Company-Specific Training)
Initial Vocational
Training in the
Dual System
Academic Degree
Programmes
General School
Leaving Qualification
Figure 64: Education, training and skills development pathways
in the area of supply chain management (Copyright ZVEI)

93
The text which follows below will create much-
needed transparency.
4.3.3 Initial vocational training in the
dual system
The space afforded by the general training
plans and framework curricula governing
apprenticeships is discussed below before the
potential for incorporating more SCM con-
tent in both areas is explored. The authentic
example of Zollner Elektronik will then be pre-
sented as a practical case-study.
4.3.3.1 Room for manoeuvre in general
training plans
The general training plans included in the
specic training regulations for each occupa-
tion are conceived of as guidance that should
be used to create enterprise-specic training
plans. Large swathes of time are left free for
deepening and broadening the skills that are
to be acquired. It follows that SCM content
can be integrated into the three apprentice-
ship programmes depicted in the following
(two business-related programmes and one
from the manufacturing sector) at any point
without difculties. The three apprenticeship
training programmes dealt with here are
those with the greatest potential for integrat-
ing SCM learning content into training in the
area of electronics manufacturing.
4.3.3.2 Supply chain management con-
tent in general training plans and frame-
work curricula
The extent to which supply chain management
content is already anchored in general train-
ing plans (Ausbildungsrahmenpläne), frame-
work plans that serve as a basis for developing
company-specic training and in the frame-
work curricula (Rahmenlehrpläne) that gov-
ern the learning content dual system trainees
cover in vocational school, will be shown in
the following:
4.3.3.2.1 Industrial clerk
Occupationalprolerequirementsofrel-
evance for supply chain management in
general training plan governing company
training:
• logistics (4.1),
• exploratory/preparatory phase of acquiring
orders (5.1),
• order handling (5.2),
• order handling and customer service (5.3),
• demand planning and scheduling (6.1),
• placing of orders (6.2),
• inventories and inventory control (6.3).
69
69 see www.bibb.de, core area ‚career‘ (only
available in German)
Work Experience
Advanced
Vocational
Training
Continued
Education
(Professional Training,
Company-Specific Training)
Initial Vocational
Training in the
Dual System
Academic Degree
Programmes
General School
Leaving Qualification
Figure 65: Overview of the apprenticeship programmes in electronics manufacturing
with the greatest SCM potential (Copyright ZVEI)
Industrial
Clerk
Freight
Forwarding
and Logistics
Services Clerk
Business-
Oriented
Production
Technologist
Technical

94
Learning elds of relevance to supply chain
management in vocational school framework
curriculum:
• plan, monitor and manage value creation
processes
(learning eld 5),
• plan, monitor and manage procurement
processes
(learning eld 6),
• plan, monitor and manage sales processes
(learning eld 10).
70
4.3.3.2.2 Freight forwarding and logis-
tics services clerk
Occupationalprolerequirementsofrel-
evance for supply chain management in
general training plan governing company
training:
• process-oriented performance of services in
freight forwarding and logistics (4),
• goods dispatch and transport (5.1),
• inventory logistics (5.2),
• groupage and groupage networks (5.3),
• international freight forwarding (5.4),
• logistics services (5.5),
• contracts, liability and insurance (6),
• dangerous goods, protective measures and
safety (8).
71
Learning elds of relevance to supply
chain management in vocational school
framework curriculum:
• compare transport modes and process road
freight orders
(learning eld 4),
• process groupage orders
(learning eld 5),
• process intermodal freight transportation
(learning eld 6),
• plan, monitor and manage procurement
processes
(learning eld 8),
• provide and coordinate warehouse services
(learning eld 9),
• process export orders
(learning eld 10),
70 see www.bibb.de, core area ‚career‘ (only
available in German)
71 see www.bibb.de, core area ‚career‘ (only
available in German)
• process import orders
(learning eld 11),
• provide and organise procurement logistics
(learning eld 12),
• provide and organise distribution logistics
(learning eld 13),
• adjust dispatch and logistics-related busi-
ness processes in line with prevailing eco-
nomic conditions
(learning eld 15).
72
4.3.3.2.3 Production technologist
Occupationalprolerequirementsofrel-
evance for supply chain management in
general training plan governing company
training:
• planning and preparation of production
orders (1.1),
• execution of production orders (1.2),
• nishing production orders (1.3),
• organization of logistics processes (5.4),
• IT systems and networks (3.2),
• product and process data management
(3.3).
73
Learning elds of relevance to supply
chain management in vocational school
framework curriculum:
• project analysis and project management
(learning eld 8),
• setting up material ow and handling sys-
tems
(learning eld 9),
• analysis of production processes
(learning eld 10),
• optimisation of production processes
(learning eld 12),
• organisation of logistics processes
(learning eld 13).
74
72 see www.bibb.de, core area ‚career‘ (only
available in German)
73 see www.bibb.de, core area ‚career‘ (only
available in German)
74 see www.bibb.de, core area ‚career‘ (only
available in German)

95
4.3.3.3 Case study: Zollner Elektronik
– supply chain management training
scheme
Trainees undergoing initial vocational train-
ing at Zollner Elektronik in Zandt, Bavaria
spend six months in the supply chain man-
agement department following the company’s
own training scheme. The material covered
by the trainees takes in the following topics:
EDI, WebEDI, inventory control (and inven-
tory sampling), connectivity to customers and
suppliers, Incoterms
®
, goods labelling by sup-
pliers, the MAT label, and container manage-
ment.
The enterprise has registered that trainees
nd the programme stimulating, are clearly
motivated by it, and often express an interest
in working in this department after complet-
ing their traineeships.
The ‘Business Process Optimisation / Sup-
ply Chain Management’ manual:
Points used to structure the manual:
Explanation of key concepts
Supply chain management, business process
optimisation, and management in logistics:
• reasons for SCM, results of effective SCM,
• idea and strategic concept behind SCM,
implementation of SCM strategies,
• demarcation from logistics, practical imple-
mentation of SCM.
Task descriptions for trainees and students on
work experience placements taking in the fol-
lowing areas:
Theme: Goods receiving
• incoming goods in parcels and on pallets,
• identication of goods and data logging to
ERP and MES systems,
• incoming goods inspection and logging,
generation of quality notications.
Theme: Warehouse management
• suitable storage,
• carrying out an inventory,
• picking and dispatching orders,
• inventory adjustments/materials analyses/
inventory.
Theme: Dispatch
• dispatch handling and dispatch process
planning,
• dispatch labels,
• electronic data exchange (EDI) and message
types.
Theme: Inventory
• inventory procedures,
• inventory process (before, during, after an
inventory),
• create and process inventory documents.
Figure 66: Front cover of the ‘Business Process Optimisation and Supply Chain Management‘ manual issued by the enterprise Zollner
Elektronik. (Copyright Zollner Elektronik)
Over and above this, a print guide has been developed in
order to give participants in vocational training and other
relevant groups (students with academic backgrounds
completing work placements or thesis-related projects) a
preliminary grounding in the tasks and content of supply
chain management. Key concepts in supply chain man-
agement, business process optimisation, and structures
and workows in the SCM area are covered. The last sec-
tion of the manual describes the various tasks handled by
the SCM department individually and in terms of how they
relate to one another. These different specialist areas are
shown in depth.

96
Theme: Goods labelling
Theme:Materialsowandstoragetech-
nology, intralogistics
Theme: Statistics in the SCM database
4.3.4 Degree courses at institutions of
higher learning
An overview of key academic degree courses
with relevance for supply chain management is
given below, as is an overview of the current
offering of logistics courses. The learning con-
tent of these courses is then explored further
before conclusions are drawn regarding the
further development of courses and the possi-
ble implementation of supply chain manage-
ment modules.
4.3.4.1 Key courses of study in the sup-
ply chain management area
The following illustration shows key degree
programmes that are relevant for supply chain
management. As supply chain management
extends beyond the scope of classic logistics.
The terms SCM and logistics are handled here
synonymously.
4.3.4.2 Degree programmes offered in
logistics
In the year 2008
75
, 127 higher education
institutions throughout Germany offered
logistics courses covering 210 specialist areas.
The distribution among the different types of
institutions of higher learning was as follows:
• 43 universities,
• 69 universities of applied sciences (Fach-
hochschulen),
• 15 vocational academies (Berufsakademien).
Training in logistics seems, thus far, to have
kept pace with developments within the area
and its increased signicance. In the future,
it can also be expected that “[...] the ongo-
ing expansion of new specialist elds within
logistics will continue to be matched by an
expansion in education and training provision
[...]“
76
4.3.4.3 Analysis of degree course con-
tent
• Learning content in technical degree pro-
grammes barely places any emphasis on
processes. Business courses are not process-
oriented enough,
• graduates generally have a comprehen-
sive grasp of their specialist areas, but lack
awareness of operational processes in SCM,
• graduates need both emotional intelligence
and very well-developed problem-solving
skills.
4.3.4.4 Conclusions for ongoing course
development – more focus on pro-
cess-orientation
Essentially from the perspective of industry, it
is clear that learning content in the area of
supply chain management must be covered in
a process-oriented fashion. Guidance on this
comes from from asking questions such as:
• How are enterprises structured with regard
to SCM processes?
• What factors inuence SCM processes?
• What effects and results are reached
through these?
• What functional roles and tasks do univer-
sity graduates take on in this process?
75 More current data is unavailable.
76 Hildebrand and Roth, 2008
Figure 67: Overview of key academic degree programmes in the supply chain management area
(data from 2013) (Copyright ZVEI)
Business Administration
Industrial Engineering
(Electrical or Mechanical Engineering)
Business Informatics
Transport/Logistics
Courses of
Study
Note:
The courses of
study listed here are also
offered as dual track (integrated)
studies with a strong operational
focus in cooperation with
enterprises. Examples:
Universities of cooperative
education (Baden-Württemberg)
or Universities of Applied
Sciences (Bavaria).

97
4.3.4.5 Implementation of supply chain
management study modules
Learning content in this area could be
enhanced by developing and implementing
supply chain management modules for busi-
ness and engineering courses of study. Such
modules should be developed. The content
can be drawn from a special certicate course
for company-based training encompassing
the following thematic areas:
• supply chain structures and processes,
• Plan: Supply chain planning strategies and
processes,
• Source: Procurement strategies and pro-
cesses,
• Make: Production strategies and processes,
• Deliver: Distribution and logistics strategies
and processes (see chapter 4.3.5.2.3),
• Enable: Concepts and methods for analys-
ing the value chain,
• Return: Reverse logistics strategies and pro-
cesses.
4.3.5 Advanced vocational training
An overview of the advanced vocational
training courses and qualications currently
offered in the SCM area will be followed by
more detailed exploration of the learning con-
tent of individual courses.
4.3.5.1 Key advanced vocational training
courses in the supply chain management
area
The following illustration shows key advanced
vocational training programmes in the area of
supply chain management.
4.3.5.2 Supply chain management –
related content in individual courses of
study
The supply chain management-related learn-
ing content of three advanced vocational
training courses will be explored in depth
below. The three relevant qualications are:
Bachelor Professional of Management for
Industry (CCI), Master Professional of Techni-
cal Management (CCI), and Bachelor Profes-
sional of Freight Transport and Logistics (CCI).
The sufx CCI indicates that these qualica-
tions are awarded by the Chambers of Com-
merce and Industry in the respective regions.
4.3.5.2.1 Bachelor professional of man-
agement for industry
In the eld of production processes, compe-
tence in production planning and control is to
be demonstrated, along with the capability to
assess technical background conditions that
are relevant for production. Candidates must
also demonstrate that workows from product
development up to the handover of a product
to the sales department have been understood
and can be matched to specic stages and sit-
uations in production. To this end, it must be
demonstrated that the enterprise-wide func-
tion of supply chain management has been
grasped, and that the SCM sub processes
relevant for production can be explained. A
detailed description of the eld follows:
6. production processes,
6.1 assess production planning,
6.2 analyse production control,
6.3 assess technical background conditions
for production,
Figure 68: Overview of the key advanced vocational training courses in the area of supply chain management (Copyright ZVEI)
Bachelor Professional of
Management for Industry
Master Professional of
Technical Management (CCI)
Bachelor Professional of
Freight Transport and Logistics (CCI)

98
6.4 logistics as enterprise-wide function,
6.5 execute demand analysis,
6.6 structure procurement and purchasing,
6.7 compare warehousing and transport
options,
6.8 explain reverse logistics.
4.3.5.2.2 Master professional of techni-
cal management (CCI)
In the examination area materials, produc-
tion and marketing management, candidates
must demonstrate the capacity to understand
connections and interdependencies in supply
chains from the supplier’s supplier through
production and on to customers. They must be
in a position to analyse the causes and effects
of clashes between objectives and to make or
prepare the ground for decisions that need to
be made from the perspective of the enter-
prise as a whole. In detail, the scope of this
area for examination purposes is as follows:
4. materials, production and marketing
management,
4.1 assessment of market conditions and
the market positioning of the enter-
prise, mastery of marketing instru-
ments
77
,
4.2 assessment of the product life cycle,
assistance with product planning
(including consideration of industrial
property legislation)
78
,
4.3 application of purchasing policy and
purchasing marketing instruments and
demand planning methodology, mas-
tery of procurement processes, assess-
ment of the enterprise-wide effects of
procurement decisions on enterprise
workows,
4.4 consideration of legal aspects of
purchasing and sales and of the trade
terms that nd application in the inter-
national movement of goods,
4.5 mastery of different material ow and
warehousing systems and logistics
strategies,
77 This module also covers topics extending
beyond supply chain management.
78 This module also covers topics extending
beyond supply chain management.
4.6 assessment of systems for planning and
controlling production,
4.7 assessment of the deployment of
production factors, the different types
of production and the ways production
can be organised.
4.3.5.2.3 Bachelor professional of
freight transport and logistics (CCI)
The following supply chain management top-
ics are dealt with within this advanced voca-
tional training qualication:
1.2 evaluation of developments in national
and international markets for logistics
and the transportation of goods, and
derivation of steps to be taken,
1.5 development of work processes,
2.1 planning, controlling and optimising
goods transport and logistics service,
2.6 implementation of internal and exter-
nal requirements to ensure the safety of
the supply chain,
2.7 consideration of foreign trade regula-
tions when planning supply chains.
4.3.6 Continued training and education
The overview of current continued education
and training options in the area of supply
chain management presented below is then
followed by more detailed exploration of the
idea of developing a certicate course in sup-
ply chain management.
4.3.6.1 Continued education and train-
ing opportunities in the supply chain
management area
A distinction must be made between contin-
ued education programmes leading to recog-
nised qualications and other courses (such as
one-day seminars). Recognised qualications
could include, for example:
• logistics manager,
• Bachelor Professional of Inventory Manage-
ment and Control (CCI),
• Bachelor Professional of Materials Procure-
ment and Logistics (CCI), Diploma in pro-
curement,
• Diploma in purchasing management.

99
Figure 69: Selected continuing education providers in the area of
supply chain management
79
(Copyright ZVEI)
4.3.6.2 Suggestion from an industry
perspective:developmentofacerticate
course in supply chain management
A certicate course geared to the specic
requirements of supply chain management in
the electrical and electronics industry could
be developed and offered by ZVEI’s service
company ZSG (ZVEI-Services Gesellschaft).
See also chapter 4.3.4.5.
A preliminary outline for such a course could
be represented as follows:
ZVEI-academy certicate course ‚Supply Chain
Management in Electronics Manufacturing‘
Participants in the certicate course Supply
Chain Management become familiar with
the central relationships and functionality
involved in supply chain management. In
four modules, participants gain an under-
standing of how processes along the value
chain, in the direction of suppliers and cus-
tomers, can be optimised, costs reduced and
efciency increased. Following this training
programme, participants can deploy methods
79 www.berufswelt-logistik.de
and instruments of supply chain management
in a targeted fashion to optimise the value
chain within their respective enterprises in a
systematic and lasting fashion.
Module 1: Supply chain structures and
processes
• the value chain (supply chain),
• tasks, aims, and benets of supply chain
management,
• organising structures and procedures, work
process organisation,
• functionally-oriented key supply chain
management processes according to SCOR
®
model (Plan, Source, Make, Deliver, Return,
Enable),
• planning and controlling instruments,
• sales/capacity planning,
• collaborative planning,
• forecasting and replenishment (CPFR),
• detailed planning: Advanced planning sys-
tem (APS),
• Kanban,
• efcient Consumer Response (ECR),
• backlog handling.
Industrie- und
Handelskammern
BME Akademie,
Frankfurt on the Main
BSH – Bildungswerk
Spedition und Logistik,
Frankfurt on the Main
BVL Campus, Bremen
DEKRA Akademie,
Stuttgart
IQ, Bremen
Nordakademie, Hamburg
VWA Verwaltungs- und
Wirtschaftsakademie, u.a.
Frankfurt und Berlin
Offerings
Leading to
Recognised
Qualifications
4flow academy, Berlin
Euroforum Deutschland,
Düsseldorf
Excellence Network,
Weiterstadt
forward academy,
Fernwald
Haufe Akademie,
Fribourg
HAUS DER TECHNIK,
Essen
Management Circle,
Eschborn
Production Management
Institute, Planegg bei
Munich
TÜV Rheinland Akademie,
Cologne
ZVEI-Services (ZSG)
Education
Providers
Offering Day
Seminars
100
Module 2: Concepts and methods for ana-
lysing the value chain
• simulate, visualise and analyse the ow of
goods and materials,
• ABC analysis, XYZ analysis, SWOT analysis,
cost structure analysis, potential analysis,
• fundamentals of supply chain controlling.
Module 3: Production strategies
• make-to-stock (MTS), make-to-order (MTO),
engineer-to-order (ETO),
• capacity utilisation rate, throughput time,
reliability in meeting deadlines,
• production control strategies: push/pull,
Kanban, ‘supermarket’,
• buffering against uctuations in demand,
• fundamental relationships within and
impact of demand uctuations on the sup-
ply chain.
Module 4: Distribution and logistics
• warehousing steps/delivery strategies: Just-
in-time (JIT), just-in-sequence (JIS), con-
signment stock, vendor-managed inventory
(VMI),
• transport strategies: milk runs, cross-docking
etc.,
• shipment guidelines,
• customs and foreign trade,
• goods labelling,
• change drivers, developments, trends in
distribution and logistics.
Each module to be covered over two subse-
quent days, with gaps of around 4-6 weeks
between modules. During this period, partici-
pants work on dened tasks and on their own
practically-based project work.
Methods
Lectures, discussion, practical exercises, case
studies, simulations, models and checklists
that have been tried and tested in practice
Certicate
For the certicate to be awarded, participants
must prepare and present a practical project.
The presentation and discussion demonstrate
that the course content has been mastered
and can be integrated operatively. Marks are
awarded for examination performance.
Course leaders
These would include experienced experts from
relevant specialist elds within the electri-
cal and electronics industry. Development of
courses would possibly be in partnership with
an appropriate department in a traditional
university, or a university of applied sciences
(Fachhochschule, FH).
Further steps
A certicate course Supply Chain Management
will be developed by the ZVEI academy. This
course will be offered as a certicate course
in the portfolio of courses offered by the ZVEI
academy. Another option would be to also
implement this certicate programme within
the context of a teaching and research insti-
tution.
4.3.7 Company training
Within the general framework of company
training, it is key to distinguish program-
mebased approaches to continuing edu-
cation and training from process-oriented
approaches. The differences will become clear
in the notes below. An example of the former
will be treated with reference to two concrete
case-studies from enterprises with supply
chain management education and training
programmes. The latter option, process-based
education and training, will be described on a
more general level.
4.3.7.1 Continuing education and train-
ing programmes
Continuing education and training in coordi-
nated programmes will be illustrated in the
following two case-studies based on the expe-
riences of Inneon and Osram Opto Semicon-
ductors.
101
4.3.7.1.1 Case study: company training
atInneon
Inneon has reacted to the shortage of SCM
expertise with the launch of two programmes,
its Supply Chain Trainee Programme and its
Senior Expert Development Programme.
Supply chain staff development pathways are
based both on Bachelor and Master courses at
the company’s SC Academy, and on job rota-
tion within the SC departments.
The increasing complexity of processes and
automation is tackled at the SC Academy
through the use of a mix of computer-aided
learning, webinars and classroom training
sessions.
It has become clear that the supply chain
needs talented employees who have both
mastered the relevant processes and possess
a high degree of emotional intelligence. Staff
needs to have strong problem-solving skills
and a background in operations research to
manage contacts with suppliers and custom-
ers.
The training goes beyond classic university
teaching. The company-internal SC Academy
offers employees the chance to take iLearns
and to participate in interactive webinars from
anywhere in the world. Staff/students and
customers can also take a Diploma in Supply
Chain Management at the University of Lim-
erick.
Today, Inneon has over 98 iLearn modules
with about 2,258 users in the supply chain
area.
Figure 70: Supply chain talent at Inneon: Processes (SCOR
®
skills), emotional intel-
ligence, towards customers and suppliers, engineering skills like operations research
and Six Sigma (Copyright Inneon Technologies)
Figure 71: Aims of the supply chain academy at Inneon (Copyright Inneon Technologies)
Figure 72: People development at Inneon (as in June 2014, Copyright Inneon Technologies)
Supply Chain Talent
SCOR Skills:
®
Training (Know-how)
Aptitudes
Experience
Emotional Intelligence:
Social Skills
Self Awareness/
Management
Attitude
Problem Solving:
Mathematical/
Operations
Research
IT Know-How
Six Sigma/Statistics
Internal and External Supply Chain Academy
SC Academy offers tailored SC courses for SC and capacity planning
(iLearn + classroom) based on SCOR , globally up-to-date and identical
SC diploma program (Bachelor and Master) with University of
Limerick running with employees/students from Austria, China,
Germany, Ireland, Singapore, Taiwan and US and customers
The Bachelor/Master program is open for all interested parties!
Copyright Infineon Technologies AG 2014. All rights reserved.
®
34 IFX Participants, 29 already
graduated
Bachelor/Master Program
SC Academy Searching for Talents
Trainee Program closes the gap of
supply chain experts
Partially Funded by EDB in SIN
Pool of Students
Searching of Talents
Support our Pre-Studies'
98 iLearn Modules for SC
~ 2,258 Users
Average 4
Modules/User
completed
Copyright Infineon Technologies AG 2014. All rights reserved.

102
4.3.7.1.2 Case study: company training
at Osram Opto Semiconductors
Osram OS also runs its own Supply Chain
Academy in order to strengthen staff skills in
the area of supply chain management.
Figure 73 shows how training units in the
company-internal supply chain academy build
on one another.
Organisation of employee training
around SCOR
®
people skills
Within the Osram OS supply chain, all func-
tional roles have uniform titles and structures
which apply worldwide and have been mapped
to specic SCOR
®
people skills. In gure 74,
this mapping process is shown using the role
of the Demand Planner as an example. The
main tasks involved in the job description are
outlined and also mapped to the skills needed
in the role.
In the SCOR
®
handbook, every skill can be
linked to particular training courses, areas of
experiences and aptitudes. As such, every func-
tional role has a prole which is then adjusted
in line with the qualications and skills of the
relevant specialist and the demands of SCM/
logistics processes. As the SCOR
®
handbook is
oriented towards the English speaking-world,
some of the training it describes relates to
content which German trainees encounter at
quite an early point in their careers, since it
forms an integrated part of training plans
and curricula. This simplies the appropriate
implementation of the handbook content in
Germany. The proles generated in this way
are linked, in a second step, to existing Osram
OS training courses to determine training
needs on an individual basis.
Figure 73: Overview of the organisation of training areas at Osram Opto Semiconductors
(Copyright Osram OS)
Figure 74: Example for mapping of SCOR
®
People Skills at Osram Opto Semiconductors
(Copyright Osram OS)
OSRAM OS Supply Chain Academy
Training Progress
• Supply chain and process courses provided by external partners
• Discussion of topics related to OS supply chain
• Cross-departmental process training to discuss connections
• Targeted software training on SAP, MS Office and processes
Supply Chain
Basic Training
(Mandatory)
Supply Chain
Advanced Training
• Role-specific training following SCOR people skills matrix
®
• Overview training on principal OS supply chain themes
• General themes from initial orientation plan (supply chain)
and on-the-job training
• Workshops, seminars and discussions with academics and
business partners
• Case Study Newsletter
OSRAM OS Supply Chain Academy | Simon Geisenberger
Training
Experience
Aptitude
Main Tasks
Training
Experience
Aptitude
Skills
Skills
Skills
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
OSRAM OS Supply Chain Academy | Simon Geisenberger
Demand Planner
Worldwide demand and supply planning for finished goods
Optimised generation of delivery documents
Inventory control of finished goods
Inventory Management
Statistics
APICS Certification
Advanced Excel Techniques
......
Enterprise Resource Planning (ERP)
Product Life Cycle Management
Experience of Working in a Warehouse
......
Responsible
Analytical Skills
Customer-Oriented
......
Costs Analysis
......
Supply Chain Planning
......
......
Project Management
......

103
Collaboration with institutions of higher
learning
As the opportunity to exchange expertise with
institutions of higher learning is seen as very
important, the supply chain academy at Osram
OS maintains close links with the technical
university OTH Regensburg (see gure 75).
This gives students a chance to gather profes-
sional experience and work on their Bachelor
and Master theses at Osram OS. Students also
have the option of solving current problems at
Osram OS as participants in a project seminar
linked to the M.A. in Logistics course offered
at OTH Regensburg.
Within the framework created by these con-
tacts, regular discussions between professors
and company representatives cover current
developments and topics and discuss what the
company expects of graduates in the supply
chain area.
Many institutions of higher learning also
offer various forms of continuing education.
The supply chain academy at Osram OS has
organised in-company education and training
sessions in collaboration with the Centre for
Adult Education and Knowledge Management
(ZWW) at OTH Regensburg. These are tailored
to the specic requirements of the enterprise,
and have been welcomed warmly by both par-
ticipants and trainers. A further point of col-
laboration relates to access to the university
libraries. Almost all media held by the univer-
sity library can be accessed and borrowed to
carry out the necessary literature research for
supply chain projects.
4.3.8 Continued education and training
in processes
Process-oriented continued training in supply
chain management is described from a uni-
versal point of view below. Key aspects to be
explored in depth include the integration of
learning into day-to-day processes, the role of
superiors as promoters of skills development,
the creation of conditions which support
learning, key elements of skills development
and qualication strategies, and the integra-
tion of skills, human capital and organisa-
tional development.
Grounding learning in the day-to-day
running of the company
An efcient and effective supply chain
requires competent staff at every level with a
comprehensive and shared understanding of
supply chain management processes.
Education and training-oriented towards work
processes forms a link between training and
the day-to-day handling of SCM workows in
the enterprise. Almost nobody performs rou-
tine tasks all the time. And as challenges crop
Figure 75: Examples for the exchange of knowledge with third-level institutions (Copyright Osram OS)
OTH Regensburg
Opportunities for Exchanging Knowledge
(Example: OTH Regensburg)
OSRAM Opto Semiconductors GmbH
Supply Chain Academy
OSRAM OS Supply Chain Academy | Simon Geisenberger
Internships and
Work-Placement
Students
Bachelor and
Master
Dissertations
Project Seminars
in MA Logistics
Course
Ongoing
Consultation and
Discussions
Inhouse Training Adapted to
Enterprise Requirements
Literature
Students
Logistics Department
Lecturers in the Faculty
of Business Studies
Centre for Adult Education and
Knowledge Management (ZWW)
University
Library

104
up, people are pressured to react to them.
Specialised employees learn simply by per-
forming their jobs, as well as by acquiring new
skills and knowledge in a targeted fashion. Up
to now, little has been done to promote such
informal learning systematically. Formalised
training regimes (as described in chapter
4.3.7.1) with clearly dened learning targets
and preordained learning pathways are still
the norm.
Work-process-oriented continuing education
and training is also a formalised learning
opportunity, but one that draws on and sup-
ports informal learning processes. The chal-
lenges which arise in day-to-day work are
seen as challenges to learn. Specialists cope
with these challenges, and learn in the pro-
cess. Skills acquired in this way can be demon-
strated and certied within the context of edu-
cation and training regimes.
Such learning through work processes is,
however, not automatic. It takes a process
of reection to turn experiences at work into
a resource that can be tapped into in the
future. Only this conscious reection of what
has been learned makes it possible to draw
abstract conclusions from it and to apply the
new specialist expertise to other new situ-
ations. Where such practical learning suc-
ceeds, more is learned (and retained in the
long term) than would ever be the case in a
seminar featuring more traditional educa-
tional methodology. And the highlight: Learn-
ing like this ties in with what specialists have
already experienced and provides answers to
questions which are pressing: the motivation
to learn and the transfer of what has been
learned into practice are almost automatic.
Managers as promoters
Work-oriented continuing education is of
central importance for all who manage staff
directly and need to foster the skills and capa-
bilities of employees. Creating the conditions
for successful learning during work processes
nurtures the ability of staff directly. In small-
and medium-sized enterprises, work-pro-
cess-oriented continuing education can be
a good way to get a companywide strategy
for the internal development of specialist
expertise off the ground. In large enterprises,
guidelines can give managers and supervi-
sors, human resources development staff and
those responsible for education and training
additional methodological tools.
Managers have a particular role to play in
implementing skills development in the area
of supply chain management, and a particular
responsibility.
Managers are the promoters who must demon-
strate leadership when it comes to work-ori-
ented continuing education, since they:
• are familiar with the specialist requirements
of their respective areas of accountability,
• are familiar with the tasks and skills of indi-
vidual staff members,
• can analyse skills needs and determine nec-
essary measures on this basis,
• can promote the skills development process
and take responsibility for it,
• can ultimately control the performance of
their own units in this way,
• foster the development of staff in line with
current best practice and current require-
ments,
• can ensure that learning is permanently
anchored in the work process, and that
learners inuence their own skills develop-
ment actively.
Mentors, experts and coaches may also have
a role to play as promoters alongside manag-
ers. They can come from within or outside the
company.
Tasks at work ...
... present challenges. Employees ...
... learn and grow in experience.
Reflection ensures ...
... learning takes place. Employees acquire the skills they need to perform in their roles.
Figure 76: Process-oriented learning along the supply chain (Copyright ZVEI)

105
Conditions that promote learning
Work process-oriented continuing education
and training can only succeed when the nec-
essary requirements and a solid base of sup-
port for the respective employee have been
put in place. Managers have a crucial role to
play here:
• they ensure that the education and training
structures have been approved at executive
level,
• they ensure that work structures and learn-
ing conditions are designed to promote
learning,
• they ensure that colleagues support the
process of skills development,
• they provide employees with specialist
advice and learning process support,
• they ensure staff are enrolled for relevant
education and training offerings (a ZSG cer-
ticate course, for example),
• they ensure information is exchanged at
regular intervals,
• they ensure that skills development is
demonstrated in a form that conforms to
standards,
• and they ensure that the skills development
and qualication process is integrated into
a long-term human capital development
strategy.
Modern supply chain management coaching
is also regularly targeted at teams or project
teams. The focus here is on how methods and
tools acquired in the course of a project can
support the learning organisation.
Shaping conditions which support learn-
ing does not require the delineation of new
spheres of responsibility. The key person
responsible for promoting skills development
is the respective manger: the role lies at the
epicentre of his or her ambit of responsibility.
Key elements in the education and train-
ing strategy
In contrast to courses of instruction and
seminars, work process-oriented continuing
education is tailored to the specic needs of
employees and enterprises. Operative actions
are central to the qualication process. Expe-
rience, knowledge and methods are inte-
grated in a targeted fashion. The development
of skills that directly affect the capacity of
staff to perform in their roles is particularly
fostered. These include personal, social and
methodological skills along with self-manage-
ment and the capacity to reect on learning.
Employees themselves shape how and what
they learn at work, but with learning process
support, and support from specialist advisers.
Continuing education integrates learning and
work in the form of authentic, company-spe-
cic projects and workow.
Integration of skills, human resources
and organisational development
The individual development of skills and the
learning processes in an enterprise are closely
related. Introducing work process-oriented
continuing education is a step on the path
towards becoming a learning organisation.
This demands and promotes a new culture
of learning with comprehensive support for
continuous and lifelong employee learning.
As such, change processes affect more than
company training. They also impact on the
processes of value creation in the enterprise.
Figure 77: Process-oriented development of specialist staff
(Copyright ZVEI)
Enterprise
Development
Organisational
Development
Skills
Development
Staff
Development
Work Processes
Superiors/
Staff
106
4.4 Conclusion on education and train-
ing in supply chain management
Supply chain management is performed by
people, not by tools. Flexibility, speed and
efciency in a global environment can only
be achieved and boosted further with high-
ly-trained competent staff. As such, well-or-
ganised human capital development is an
investment in the future for any enterprise.
The themes which are currently seen as high
priorities in the area of SCM have been pre-
sented in the format of one-page guides.
The necessity of covering supply chain man-
agement issues comprehensively in initial
and continuing education and training has
also been dealt with in depth. Three com-
pany examples have shown different forms of
organising company education and training
at different levels: apprenticeship training,
academic study, advanced vocational train-
ing modules and other forms of initial and
continuing education and training should
all increasingly integrate and apply process-
oriented education and training (or, better
still, work process-oriented continuing educa-
tion) as a further step on the pathway towards
becoming a learning organisation.

107
5.1 Participating companies and individuals
Editorial team and group leaders
Hans Ehm
• InneonTechnologies offers semiconductors and system solutions
in the areas of energy efciency, mobility and security. Inneon has
26,700 employees worldwide and reported sales of € 3.843 billion for
the 2013 scal year (running to the end of September).
• Principal Supply Chain Management
30 years of professional experience, supervisory board member at
camLine Holding AG, supply chain management lectures at universi-
ties, member of European Leadership Team at the Supply Chain Council
(since 2012 also chairperson).
Lars Pötzsch
• Harting develops, manufactures and sells electrical and electronic
connectors, device terminations, network components and factory-pre-
fabricated cable assemblies for signal, power and data transmission in
industrial plants. Harting employs 3,815 people. Sales in the scal year
2013 (running to the end of September) totalled € 484 million.
• Manager Global Supply Chain Processing
Within the area of Global Supply Chain Management, Lars Pötzsch is
responsible for the systematic development of the supply chain, with
the aim of continuing to optimise the ow of material and information
across separate plants.
Manuela
Zeppin
• InneonTechnologiesoffers semiconductors and system solutions
in the areas of energy efciency, mobility and security. Inneon has
26,700 employees worldwide and reported sales of € 3.843 billion for
the 2013 scal year (running to the end of September).
• Senior Manager Operations Corporate Supply Chain Logistic
Customs
16 years of professional experience, including 7 in supply chain man-
agement. Head of Central Customs from March 2012 onwards. Also a
member of the ZVEI working group ‘Customs’.
Tom Effert
• Kostal develops and manufactures technologically advanced elec-
tronic, electromechanical and mechatronic products for major industrial
enterprises, including in particular all leading automotive manufactur-
ers worldwide and their suppliers. The global Kostal group has 15,000
employees at 38 locations in 17 countries on three continents and
generated total revenue of € 1.973 billion in 2013.
• Director Production Control, Procurement Disposition
17 years of professional experience in the automotive electrical systems
sector in a range of logistics and production roles.
Simon
Geisenberger
• Osram Opto Semiconductors is a subsidiary of Osram GmbH, one
of the world’s leading manufacturers in the illumination sector. Osram
Opto Semiconductors is headquartered in Regensburg, Germany, and
offers solutions based on semiconductor technology in the areas of
illumination, sensing and visualisation.
• Initiator Supply Chain Management Academy
Multiple years of international professional experience in the area
of continuing training in enterprises. Responsible for setting up and
expanding the Osram Opto Supply Chain Academy.
5 Appendix

108
Klaus
Neuhaus
• Sanmina is a world-class EMS provider with an impressive global foot-
print. In the scal year 2013, the enterprise generated revenue of 5.92
billion USD with 44,000 employees at 75 locations in 25 countries. As
an international EMS enterprise, Sanmina offers a comprehensive port-
folio of services encompassing innovative product design and product
engineering, the entire manufacturing process, test solutions, logistics
and post-manufacturing services.
• Customer Supply Chain Manager
With years of experience in purchasing and supply chain management
for various automotive and aerospace customers.
Dirk Rimane
• Functional safety is the promise made by Sasse Elektronik – an enter-
prise in the EBE Group – to the customers the enterprise realises product
ideas for. Sasse Elektronik is an engineering, manufacturing, and ser-
vices partner for devices which must meet high standards of safety and
reliability. The primary focus of the company is on the area of medical
technology. Sasse Elektronik understands the ideas and problems of its
customers and nds reliable solutions for people, machines and users.
• ChiefOperationsOfcer
18 years of professional experience in the areas of materials and pro-
duction management, enterprise management, process and project man-
agement. Six Sigma Greenbelt. Extensive practical experience as a lean
expert. Lectures at higher education and other institutions on the topics
of lean management, lean organisation, and process management.
Daniel Geiger
• Siemens (Berlin and Munich) is a global powerhouse in electronics and
electrical engineering, which operates in the elds of industry, energy
and healthcare as well as providing infrastructure solutions, primarily
for cities and metropolitan areas. In the scal year 2013 (running to
September 30, 2013), revenue from continuing operations totalled
€ 75.9 billion. At the end of September 2013, Siemens had around
362,000 employees worldwide on the basis of these continuing opera-
tions.
• Graduate in Business Engineering
Team leader within the Components and Vacuum Technology Division
business unit of Siemens Healthcare, with responsibility for the ‘Deliver’
process.
Ernst
Kastenholz
• Zollner Elektronik provides its customers with technology and devel-
opment expertise across a range of sectors and the necessary process
depth along the entire value chain. Zollner has grown organically and
established itself among the top 15 enterprises in the EMS services
sector worldwide. Standardised equipment and processes are deployed
at all 17 international locations, all of which conform to the same high
standards of quality, exibility and security.
• Director Supply Chain Management
Computer science graduate with 26 years of professional experience
in IT, production, logistics and SCM. Member of BVL, BME and the
MAT Label working group. Speaker and consultant in various contexts.
Deputy leader of ZVEI SCM project, leader of the task group for talent
development and training in the areas of Supply Chain Management
and logistics.

109
Christian
Schober
• Schober Unternehmensentwicklung is a consultancy specialising
in Supply Chain Management and logistics that offers and implements
solutions in the areas of transport management, warehousing, produc-
tion and hospital logistics throughout Europe. The team of consultants
is committed to optimising supply chain costs measurably while also
boosting quality indicators.
• Senior Consultant and Entrepreneur
35 years of experience in the transport business, managerial position
with DACHSER, graduate in transport management and operations, pro-
prietor at SCHOBER since 1998. Accredited consultant with RKW, DtA/
KfW, LfA. Member of BVL, AMMPL, WBU, LCS and the transport com-
mittee of the Munich/Upper Bavarian CCI. Also active as a lecturer and
trainer, various specialist publications.
Michael Ginap
• Avineo – balancing supply chains has been offering tailor-made
solutions for optimising the performance of client supply chains in
diverse sectors since 2005. Avineo applies an individual ‘learn to
do-it-yourself’ approach and supports companies as a partner with diag-
nostics, training, coaching and expert counselling in the eld of Supply
Chain Management and Customer Service Excellence – from strategic
planning through to implementation support.
• Founder and Owner
Over 30 years of experience in logistics and Supply Chain Manage-
ment, lecturer at universities in the eld of supply chain management,
member of European Leadership Team at Supply Chain Council (former
chairperson) and SCOR
®
Instructor.
In addition to the working committee, the
following persons and companies have been
involved in various working groups:
Martin Eitler
Advantest Europe
Alessandro Bonara
ASM Assembly Systems
Volker Sindel
ASM Assembly Systems
Christof Blumenröther
Belden Electronics
Dr. Hans-Jürgen Springer
Belden Electronics
Erwin Stöckinger
cms Electronics
Artur Kreus
Electronic Service Willms
Detlef Potthoff
Elmos Semiconductor
Ludwig Krieger
Epcos
Markus Hühn
Escha Bauelemente
Sascha Reitz
Escha Bauelemente
Torsten Schmid
Geutebrück International
Michael Kraft
Göhre
Bodo Eilken
Inneon Technologies
Christoph Hurek
Ingenieurbüro Weiss
Michael Kaps
ITT Cannon
110
Özer Kürekci
Lacroix Electronics
Thomas Jacob
Mazet
Patrick Stieb
Mektec Europe
Paschasia Bisscho
Melexis Technologies
Ellen Rombouts
Melexis Technologies
Anett Sauerwald
Melexis Technologies
Manuela Dobesch
Osram Opto Semiconductors
Dr. Volker Kuckhermann
Philips Technologie U-L-M Photonics
Christoph Hron
Productware
Marco Balling
Productware
Nicolai Dortmann
Rittal
Roland Glück
Schweizer Electronic
Michael Frosch
Siemens
Stefan Klinke
STMicroelectronics Application
Andre Kremsreiter
Sumida Components & Modules
Martin Hamberger
Sumida Components & Modules
Markus Herckner
Sumida Lehesten
Eric Weimer
TQ-Systems
Stefanie Falk
TTTech Computertechnik
Stella Hofbauer
Tyco Electronics AMP
André Schlesiger
Wago Kontakttechnik
Manuel Uphoff
Wago Kontakttechnik
Jörn Schiller
Weidmüller
Jürgen Ostheimer
Wika Alexander Wiegand
Sebastiano Marsala
Wisi Communications
Edda Ulpkeit
X-Fab Semiconductor Foundries
Rudi Köhler
X-Fab, Dresden
Marius Rieger
ZVEI
Karlheinz Müller
ZVEI

111
5.2 List of abbreviations
Abbriviation Meaning
2D Two-dimensional
8D report Eight disciplines problem solving method
A.TR Customs document used in trade between EU members and Turkey
AAZ German for ‘Arbeitsablauf-Zeitanalyse’ (MTM Methods-Time Measurement)
ADR
European Agreement concerning the International Carriage of Dangerous
Goods by Road (Accord européen relatif au transport international des
marchandises Dangereuses par Route)
AEB AEB is a leading provider of IT solutions for global trade and logistics
AEO Authorised Economic Operator
AEOC Customs simplications AEO certicate
AEOF Combined Customs Simplications/Security and Safety AEO certicate
AEOS Security and Safety AEO certicate
AGNB
German General Terms and Conditions for Short Distance Hauling (Allge-
meine Beförderungsbedingungen für den gewerblichen Güternahverkehr mit
Kraftfahrzeugen)
AHStG
German Law on General Higher Education (Allgemeines Hochschul-Studi-
engesetz)
AL German export list (Ausfuhrliste)
ANSI American National Standards Institute
ANSI X12
Accredited Standards Committee (ASC) X12 within the American National
Standards Institute
APICS SCC APICS Supply Chain Council
APS Advanced Planning System
APS Advanced Planning and Scheduling Systems
ASN Advanced Shipping Notication
ATLAS
German automated tariff and local customs clearance system (Automatisi-
ertes Tarif- und Lokales Zollabwicklungssystem der dt. Zollverwaltung)
ATLAS_EAS
German automated tariff and local customs clearance system for summary
entry and exit declarations (Automatisiertes Tarif- und Lokales Zollabwick-
lungssystem Eingangs- und Ausgangsmeldungen summarisch)
ATP/AATP Available to Promise/Advanced Available to Promise
AWG German Foreign Trade and Payment Act (Außenwirtschaftsgesetz)
AWV German Trade and Payments Ordinance (Außenwirtschaftsverordnung)
B.A. Bachelor of Arts
BAA
Bavarian Academy on Foreign Trade (Bayerische Akademie für Außen-
wirtschaft)

112
Abbriviation Meaning
BAFA
Federal Ofce of Economics and Export Control (Bundesamt für Wirtschaft
und Ausfuhrkontrolle)
BI Business Intelligence
BICC Best In Class Companies
BIN
German abbreviation for ‘Beteiligten-Identikations-Nummer’, which is a
participant identication code required for ATLAS
BTI Binding tariff information
BZSt German Federal Central Tax Ofce
Capa_PU Capacity per Production Unit
CAx system Computer Aided Design / Manufacturing /... systems
CC Community Customs Code
CE Communautés Européennes
CFR Cost And Freight, shipping terms for seafreight
CIF Cost, insurance and freight paid to named place of destination
CIP Carriage and insurance paid to named place of destination
CMR
Convention on the Contract for the International Carriage of Goods by
Road (French: Convention relative au contrat de transport international de
marchandises par route)
CoC Code of Conduct
CPFR Collaborative Planning, Forecasting and Replenishment
CPT Carriage paid to named place of destination
CRM Customer Relationship Management
CSF
CSF (Computersoftware für Fachanwendungen) is a German provider for
specialist software
C items Items with the lowest consumption value according to the ABC analysis
CIP Continuous Improvement Process
CT Cycle Time
C-TPAT Customs-Trade Partnership Against Terrorism
d/a Documents against acceptance
d/p Documents against payment
DAP Delivered At Place (named place of destination)
DAT Delivered At Terminal (named terminal at port or place of destination)
DCOR
®
Design Chain Operations Reference Model
®
DDP Delivered Duty Paid (named place of destination)
DFF Delivery Flow Factor
DFX Design for X

113
Abbriviation Meaning
Dipl. Diploma
ECR Efcient Consumer Response
ECSL European Community Sales List, also known as recapitulative statements
EDI Electronic Data Interchange
EDIFACT
Electronic Data Interchange For Administration, Commerce and Transpor-
tation
EDP Electronic Data Processing
EICC Electronic Industry Citizenship Coalition
ELV End-of-Life Vehicles
EORI Economic Operators Registration and Identication System
ERP Enterprise Resource Planning
ESD Electrostatic discharge
eSTATISTIK.core
Common on-line raw data entry system developed by the German statistical
ofces to automatically report statistical data from ERP systems
EtO Engineer-to-Order
EU European Union
EUR.1
Name of a form used in the movement of goods across national borders
(movement certicate).
EUR-MED
Similar to the EUR.1 form. It is used when goods can only meet the rules of
preference origin by taking into consideration material from Mediterranean
countries not in the EU
EXTRASTAT
System for collecting information and producing statistics on the trade in
goods between countries of the European Union and third countries
EXW Ex works named place
FAMPS Failure Analysis and Maintenance Planning System
FAS Free Alongside Ship (named port of shipment)
FCA Free Carrier (named place of delivery)
FF Flow Factor
FH Universities of Applied Sciences (Fachhochschule)
FMEA Failure Mode and Effects Analysis
FOB Free on Board (named port of shipment)
Form A
Certicate of origin for goods exported from a beneciary country to the
Community
GATT General Agreement on Tariffs and Trade
GDP Gross Domestic Product
GMMOG/LE Global Materials Management Operations Guideline/Logistics Evaluation

114
Abbriviation Meaning
GR Going Rate (throughput)
GTL Global Transport Label
HADDEX
Handbook of German Export Control (Handbuch der deutschen Exportkon-
trolle)
HGB German Commercial Code (Handelsgesetzbuch)
HS
Harmonised System or tariff nomenclature maintained by the World Cus-
toms Organisation (WCO)
ICC International Chamber of Commerce
IDEV Internet-based data collection of the German statistical ofces
IHS Information Handling Services
ILO International Labour Organization
Incoterms
®
Rules for the use of domestic and international trade terms maintained and
released by the International Chamber of Commerce
INTRASTAT
System for collecting information and producing statistics on the goods
trade between European Union countries
IT Information Technology
JIS Just-in-Sequence
JIT Just-in-Time
K&M
German reference work for export business containing consular and model
rules (Konsulats- und Mustervorschriften)
KVO German Trafc Ordinance (Kraftverkehrsordnung)
KWKG German Law of War Weapon Control (Kriegswaffenkontrollgesetz)
L/C Letter of Credit
LBA German Federal Aviation Ofce (Luftfahrt-Bundesamt)
M.A. Master of Arts
M4SC
This methodology introduced along with the SCOR
®
model in the mid-90s
has proved to be reliable for the practical analysis and design of supply
chains and can also be used for the strategic coordination of aforemen-
tioned methods thanks to its top-down approach. Only recently, this (pro-
ject) methodology has been expanded to include the ‘Management for Sup-
ply Chain’ (M4SC) concept.
MAPE Mean Absolute Percentage Error
MAT label Standardised material label
MES Manufacturing Execution System
MPS Master Production Schedule
MRP Material Requirements Planning
MRP II Manufacturing Resources Planning
MTM Methods-Time-Measurement

115
Abbriviation Meaning
MtO Make-to-Order
MtS Make-to-Stock
NCTS New Customs Transit System for Europe
Non-BICCS Non-Best in Class Companies
OEM Original Equipment Manufacturer
OTH Technical University of Applied Sciences in Regensburg, Germany
OTIF On-Time In-Full
PBB Polybrominated biphenyls
PBDE Polybrominated diphenyl ethers
PDA Personal Digital Assistant
PDA/MDA Systematic acquisitioin of production and machine data
PDCA Plan / Do / Check / Act = problem solving process
PLM Product lifecycle management
PPC Production planning and control system
REACH Registration, Evaluation, Authorisation and Restriction of Chemicals
REFA
Name of German Association for Work Design/Work Structure, Industrial
Operation and Corporate Development
RoHS Restriction of Hazardous Substances
RosettaNET
Organisation set up by leading information technology companies to dene
and implement a common set of standards for e-business
RPT Raw Process Time
S&OP Sales & Operations Planning
SAP SAP, German software provider
SC Supply Chain
SCM Supply Chain Management
SCOR
®
Supply Chain Operations Reference Model
®
SIC Inventory Management
SMAPE Symmetric Mean Absolute Percentage Error
SMI Supplier managed inventory
SRM Supplier Relationship Management
T1/T2 procedure Procedure used for goods moving between the EC and EFTA countries
TPM Total Productive Maintenance
TRG German Transport Law Reform Act

116
Abbriviation Meaning
TSCMS Total Supply Chain Management Costs
TÜV German Technical Inspection Agency (Technischer Überwachungsverein)
UNO United Nations Organisation
VTA Value added tax
VAT reg. no. Value added tax registration number
VDA
German Association of the Automotive Industry (Verband der Automobilin-
dustrie)
VDA label Standardised label developed by VDA
VMI Vendor managed inventory
VWA Verwaltungs- und Wirtschaftsakademie
WebEDI
Web-based (WWW) interface for the electronic data interchange system
(EDI)
WIP Work in Progress / unnished products in production
WCO World Customs Organisation
WSTS Word Semiconductor Trade Statistics
WTO World Trade Organisation
ZSG ZVEI’s service company
ZVEI German Electrical and Electronic Manufacturers’ Association
ZWW
Centre for adult education and knowledge management (Zentrum für Weiterbil-
dung und Wissensmanagement)
117
5.3 Symbols
DCOR
®
is a registered trademark of APICS Supply Chain Council, Inc. – All rights reserved.
SCOR
®
is a registered trademark of APICS Supply Chain Council, Inc. – All rights reserved.
Incoterms
®
is a registered trademark of International Chamber of Commerce – All rights reserved.
5.4 Figures
Figure 1: Supply chains extend from the supplier’s supplier to the customer’s customer
(SCOR
®
model) (Copyright Osram OS) 10
Figure 2: Development and importance of strategic success factors
(based on Blecker and Kaluza, 2000) (Copyright ZVEI) 10
Figure 3 and
Figure 4: Supply chain impact (Copyright Figure 3 Wildemann,
Copyright Figure 4 Cohen and Roussel, 2013) 11
Figure 5: Processes within the SCOR
®
model (Copyright ZVEI) 11
Figure 6: The supply chain is about processes (according to SCOR
®
) relating
to material, information and value ows. (Copyright Inneon Technologies) 12
Figure 7: Barcodes facilitate quick and easy reading of the corresponding data.
(Copyright Escha) 16
Figure 8: Triggers demanding greater exibility in the electronics industry
(Copyright ZVEI) 19
Figure 9: IC wafer: Semiconductor innovations enable new product launches
and product upgrades in ever shorter time frames. (Copyright X-Fab) 20
Figure 10: Manufacturing strategies in the semiconductor industry
(Copyright Inneon Technologies) 20
Figure 11: Operating points on two different operating curves (Copyright Inneon Technolo-
gies) 22
Figure 12: Delivery Flow Factor (Copyright ZVEI) 23
Figure 13: Risks spring from unlinked supply chains – the bullwhip effect
(Copyright Inneon Technologies) 24
Figure 14: Typical demand distortion along a supply chain
(Screenshot – Copyright Inneon Technologies) 25
Figure 15: It is essential that supply chains are robust. (Copyright ZVEI) 27
Figure 16: Research and development areas signicantly inuence the complexity
of the future supply chain. (Copyright Escha) 28
118
Figure 17: During the planning process it is essential to consider foreseeable
and unforeseeable events to be able to respond directly.
(Copyright Inneon Technologies) 29
Figure 18 and
Figure 19: Transport carrier for wafers and exible 300 mm discs: It is no longer
possible to use traditional carriers in cleanrooms for handling ultrathin
wafers for energy-saving power semiconductors.
(Copyright Figure 18 X-Fab / Copyright Figure 19 Inneon Technologies) 31
Figure 20: Deliver process risks quickly lead to quantity and schedule problems that
may incur substantial extra costs.(Copyright Inneon Technologies) 31
Figure 21: Interdisciplinary project teams enable a comprehensive view of the risks
and opportunities along a supply chain. (Copyright Siemens) 33
Figure 22: Symmetric differentiation between the different supply chain
management systems. (Copyright ZVEI) 34
Figure 23: The holistic modelling and planning approach of APS systems is required
for a view beyond company boundaries. (Copyright ZVEI) 35
Figure 24: Supplier management process (Copyright ZVEI) 36
Figure 25: The purpose of a risk classication matrix is to classify risks according
to cause and effect. (Copyright ZVEI) 37
Figure 26: Complete process ow of a PPC system in an ERP landscape (Copyright ZVEI) 38
Figure 27: Extended planning landscape of Inneon (Copyright Inneon Technologies) 39
Figure 28: Difference between conventional and consumption-oriented
supply systems (Copyright ZVEI) 40
Figure 29: From a multiple-stage to single-stage warehousing strategy
(Copyright Leopold Kostal) 42
Figure 30: Organisational integration of risk management in the company
(Copyright ZVEI) 43
Figure 31: Internal communication within the context of risk management
(Copyright ZVEI) 44
Figure 32: The economic relations of companies are intertwined worldwide.
(Copyright Inneon Technologies) 47
Figure 33: It is important for all parties in a global supply chain to be familiar
with the customs regulations of the countries involved.
(containers at customs border – Copyright Calado-fotolia) 48
119
Figure 34: Commodity Classication for Foreign Trade Statistics published by
the German Federal Statistical Ofce. (Copyright Statistisches Bundesamt) 50
Figure 35: Carrying goods when travelling on business requires careful preparation.
(Copyright Inneon Technologies) 53
Figure 36: When collecting information on goods for statistical purposes, differentiation
must be made between intra-Community trade statistics and international
extra-EU trade statistics. (Copyright Inneon Technologies) 54
Figure 37: Several purchasing transactions for the same item (chain transactions)
(Copyright ZVEI) 56
Figure 38: Indirect exports (C = Company) (Copyright Inneon Technologies) 57
Figure 39: Shipping goods requires compliance with the specics and regulations
regarding the different ways
and means of transport. (types of transport – Copyright 3ddock-fotolia) 58
Figure 40: Overview of Incoterms
®
rules by mode of transport (Copyright ZVEI) 59
Figure 41: Cargo safety is particularly essential when it comes to shipping sensitive
electronic components. (Lorry – cargo ratchet strap –
Copyright Jürgen Fälchle-fotolia) 60
Figure 42: Sales Planning and Forecasting in the SCOR
®
model (Copyright Osram OS) 71
Figure 43: Functions affected by sales planning and forecasting (Copyright Osram OS) 71
Figure 44: Customs and international trade in the SCOR
®
model (Copyright Osram OS) 72
Figure 45: Functions affected by customs and foreign trade (Copyright Osram OS) 73
Figure 46: Simulation-based optimisation in the SCOR
®
modell (Copyright Osram OS) 74
Figure 47: Functions affected by simulation-based optimisation (Copyright Osram OS) 75
Figure 48: VMI in the SCOR
®
model (Copyright Osram OS) 76
Figure 49: Functions affected by VMI (Copyright Osram OS) 77
Figure 50: EDI classic and WebEDI in the SCOR
®
model (Copyright Osram OS) 78
Figure 51: Functions affected by EDI classic and WebEDI (Copyright Osram OS) 79
Figure 52: Tracking and tracing in the SCOR
®
model (Copyright Osram OS) 80
Figure 53: Functions relevant to tracking and tracing (Copyright Osram OS) 81
Figure 54: Process organisation in the SCOR
®
model (Copyright Osram OS) 82
120
Figure 55: Functions affected by process organisation (Copyright Osram OS) 83
Figure 56: Shipment guidelines in the SCOR
®
model (Copyright Osram OS) 84
Figure 57: Functions affected by shipment guidelines (Copyright Osram OS) 85
Figure 58: Consignment in the SCOR
®
model (Copyright Osram OS) 86
Figure 59: Functions affected by consignment (Copyright Osram OS) 87
Figure 60: Goods labelling in the SCOR
®
model (Copyright Osram OS) 88
Figure 61: Functions affected by goods labelling (Copyright Osram OS) 89
Figure 62: Kanban in the SCOR
®
model (Copyright Osram OS) 90
Figure 63: Functions affected by Kanban (Copyright Osram OS) 91
Figure 64: Education, training and skills development pathways in the area of
supply chain management (Copyright ZVEI) 92
Figure 65: Overview of the apprenticeship programmes in electronics manufacturing
with the greatest SCM potential (Copyright ZVEI) 93
Figure 66: Front cover of the ‘Business Process Optimisation and Supply Chain
Management‘ manual issued by the enterprise Zollner Elektronik.
(Copyright Zollner Elektronik) 95
Figure 67: Overview of key academic degree programmes in the supply chain
management area (data from 2013) (Copyright ZVEI) 96
Figure 68: Overview of the key advanced vocational training courses in the area of
supply chain management (Copyright ZVEI) 97
Figure 69: Selected continuing education providers in the area of supply chain
management (Copyright ZVEI) 99
Figure 70: Supply chain talent at Inneon: Processes (SCOR
®
skills), emotional
intelligence, towards customers and suppliers, engineering skills like
operations research and Six Sigma (Copyright Inneon Technologies) 101
Figure 71: Aims of the supply chain academy at Inneon
(Copyright Inneon Technologies) 101
Figure 72: People development at Inneon (as in June 2014,
Copyright Inneon Technologies) 101
Figure 73: Overview of the organisation of training areas at Osram Opto
Semiconductors (Copyright Osram OS) 102
121
Figure 74: Example for mapping of SCOR
®
People Skills at Osram Opto
Semiconductors (Copyright Osram OS) 102
Figure 75: Examples for the exchange of knowledge with third-level institutions
(Copyright Osram OS) 103
Figure 76: Process-oriented learning along the supply chain (Copyright ZVEI) 104
Figure 77: Process-oriented development of specialist staff (Copyright ZVEI) 105
122
5.5 Tables
Table 1: Examples of strategic SCOR
®
model metrics (Copyright ZVEI) 16
Table 2: Typical supply chain risks (Copyright ZVEI) 32
Table 3: Supply chain checklist (Copyright ZVEI) 45
Table 4: Maximum concentration levels of homogeneous material according
to the German ‚ElektroStoffVerordnung‘ (Copyright ZVEI) 63
Table 5: How strategically important functional SCM role proles map to process
categories in the SCOR
®
model (Copyright ZVEI) 68
Table 6: How strategically important functional SCM role proles map to process
categories in the SCOR
®
model (Copyright ZVEI) 68
Table 7: How SCM functional areas map to process categories in the SCOR
®
model
(Copyright ZVEI) 69
Table 8: Symbols for matching hot spots to areas (Copyright ZVEI) 70
Table 9: Symbols to aid orientation (Copyright ZVEI) 70
Table 10: Sales planning/forecasting target groups (Copyright Osram OS) 71
Table 11: Customs and foreign trade target groups (Copyright Osram OS) 73
Table 12: Simulation-based optimisation target groups (Copyright Osram OS) 75
Table 13: VMI target groups (Copyright Osram OS) 77
Table 14: Classic and WebEDI target groups (Copyright Osram OS) 79
Table 15: Track and trace target groups (Copyright Osram OS) 81
Table 16: Process organisation target groups (Copyright Osram OS) 83
Table 17: Dispatch guidelines target groups (Copyright Osram OS) 85
Table 18: Consignment target groups (Copyright Osram OS) 87
Table 19: Goods labelling target groups (Copyright Osram OS) 89
Table 20: Kanban target groups (Copyright Osram OS) 91

123
5.6 Bibliography
• APICS Supply Chain Council (SCC). (2014). ‚www.supply-chain.org‘.
accessed am October, 1
st
2013 (footnote 4)
• Becker, T. (2005). ‚Prozesse in Produktion und Supply Chain optimieren‘ (1
st
Edition). Springer.
(footnote 21)
• Becker, T. (2007). ‚Prozesse in Produktion und Supply Chain optimieren‘ (2
nd
Edition). Springer.
(footnote 17)
• Beckmann, H. (2004). ‚Supply Chain Management: Strategien und Entwicklungstendenzen in
Spitzenunternehmen‘. Springer. (footnotes 3, 18, 20)
• Blecker, T. und Kaluza, B. (2000). ‚Flexibilität – State of the Art und Entwicklungstrends‘.
Springer. (footnotes 2, 8)
• Christopher, M. (1998). ‚Logistic and Suply Chain Management: Strategies for Reducing Cost
and Improving Service‘ (2
nd
Edition). Pitman Publishing. (footnote 1)
• Cohen, S., & Roussel, J. (2013). ‚Strategic Supply Chain Management: The Five Core Disciplines
for Top Performance‘. New York, NY, McGraw-Hill (gure 4)
• Corsten, D. und Gabriel, C. (2004). ‚Supply Chain Management erfolgreich umsetzen: Grund-
lagen, Realisierung und Fallstudien‘ (2
nd
Edition). Springer. (footnotes 24, 38)
• Dumke, D. (2013). ‚Strategische Ansätze zur Risikoreduktion im Supply Chain Netzwerkde-
sign‘. Josef Eul Verlag. (footnote 19)
• Durchholz, J., Klenk, E. und Boppert, J. (2013). ‚Schlanke Logistikprozesse‘. Springer.
(footnote 45)
• Gruber, Dr. Kurt. (2012). ‚Key Note Presentation European Supply Chain Council Conference‘.
Madrid, (Powerpoint slide page 22). (footnote 33)
• Günthner. (2007). ‚Neu Wege in der Automobillogistik: Die Vision der Supra-Adaptivität‘.
Springer. (footnote 9)
• Heiserich, O.-E., Helbig, K. und Ullmann, W. (2011). ‚Logistik: Eine praxisorientierte Ein-
führung‘. Springer. (footnotes 44, 46)
• Hildebrand, W.-C. und Roth, A. (2008). Führungskräfte für die Logistik – Akademische Ausbil-
dung in Deutschland. In ‚Das beste der Logistik‘ (page 69-79). Springer (footnote 76)
• Himpel, F., Kaluza, B. und Wittmann, J. (2008). ‚Spektrum des Produktions- und Innovations-
managements‘. Gabler Verlag. (footnotes 41, 42)
• Hopp, W. J., und Spearman, M. L. (2011). ‚Factory Physics‘. Long Grove, IL, Waveland Press.
(footnote 13)
• Hribernik, K. A., Ghrairi, Z. und Carl, H. (2011). Co-creating the Internet of Things – First
experiences in the participatory design of Intelligent Products with Arduino. ‚IEEE‘ (page 1-9).
(footnotes 36, 43)
• Kajüter, P. (2007). Risikomanagement in der Supply Chain: Ökonomische, regulatorische und
konzeptionelle Grundlagen. ‚Risikomanagement in Supply Chains‘ (S. 13-27). (footnote 30)
• Kersten, W., Hohrath, P., Winter, M. (2008). ‚Risikomanagement in Wertschöpfungsnet-
zwerken: Supply Chain Risk Management‘. Fachhochschule des b Wie Gesellschaft.
(footnotes 22, 49, 50)
• Kilger, Ch., Müller, A. (2002). ‚Integration von Advanced Planning Systemen in die innerbetrie-
bliche DV-Landschaft.‘ Gabler. (footnote 32)
• Lasch, R. und Janker, C. (2007). ‚Risikoorientiertes Lieferantenmanagement‘. Vahrenkamp
(page 111-132). (footnotes 23, 39, 40)
• Lasch, R., Bogaschewsky, R. und Essig, M. (2011). ‚Supply Management Research – Aktuelle
Forschungsergebnisse 2010‘. Gabler Verlag. (footnote 37)
124
• Lee, H. L. (2004). ‚The Triple-A Supply Chain‘. Harvard Business Review (page 1-10)
• Lee, H. L., Padmanabhan, V. und Whang, S. (1997). ‚The Bullwhip Effect in Supply Chains.
Sloan Management Review‘. (footnotes 14, 15)
• Lu, N. (2004). ‚Plenary Talk‘. ISSCC
• Moore, G. E. (1998). ‚Cramming more components onto integrated circuits. Electronics. Reprint
in Proceedings of the IEEE‘. (page 86(1), 8285). (footnote 5)
• Nienhaus, J., Ziegenbein, A. und Schönsleben, P. (2006). ‚How human behaviour amplies the
bullwhip effect – A study based on the beer distribution game online‘. Produktion, Planing &
Control. Vol. 17, Issue 6 (S. 547-557). (footnote 16)
• Pfohl, H.-C. (2004). ‚Logistikmanagement: Konzeption und Funktionen‘ (2
nd
Edition). Springer.
(footnote 12)
• Rogler, S. (2002). ‚Risikomanagement im Industriebetrieb: Analyse von Beschaffungs-, Pro-
duktions- und Absatzrisiken‘. Deutscher Universitätsverlag. (footnotes 27, 28)
• Schulte, Ch. (2012). ‚Logistik: Wege zur Optimierung der Supply Chain.‘ Vahlen (footnote 35)
• Simchi-Levi, D., Kaminsky, P., Simchi-Levi, E., und Bishop, W. (2007). ‚Designing and Manag-
ing the Supply Chain‘ (3
rd
Edition). McGraw Hill Higher Education. (footnote 10)
• Syska, A. (2006). ‚Produktionsmanagement: Das A – Z wichtiger Methoden und Konzepte für
die Produktion von heute‘. Gabler Verlag. (footnote 47)
• Vahrenkamp, R., und Siepermann, C. (2007). ‚Risikomanagement in Supply Chains: Gefahren
abwehren, Chancen nutzen, Erfolg generieren‘. Erich Schmidt Verlag. (footnotes 25, 31)
• VDA-Projektgruppe Programm- und Produktionsplanung – Forecast (2008). ‚VDA-Empfehlung
5009 (Forecast Qualitätskennzahl: Denition und Anwendung)‘. Frankfurt, Verband der Auto-
mobilindustrie. (footnote 7)
• Wannenwetsch, H. (2005). ‚Vernetztes Supply Chain Management: SCM-Integration über die
gesamte Wertschöpfungskette‘. Springer. (footnote 34)
• Wildemann, Univ.-Prof. Dr. H. (2002). ‚Supply Chain Management‘. TCW Transfer-Centrum.
(gure 3)
• Zhang, G. Q., und Roosmalen, A. c. (2009). ‚More than Moore‘. Springer-Verlag. (footnote 6)
• Ziegenbein, A. (2007). ‚Supply Chain Risiken: Identikation, Bewertung und Steuerung‘. vdf
Hochschulverlag. (footnote 29)
• Zschorn, L., und Käschel, J. (2007). Ein Ansatz zur Quantizierung von auftragsbezogenen
Unsicherheiten in Produktionsprozessen. In ‚Risikomanagement in Supply Chains: Gefahren
abwehren, Chancen nutzen, Erfolg generieren‘. (page 149-160). Erich Schmidt Verlag.
(footnote 26)

125
5.7 Customs and foreign trade guide
(long version)
Introduction
Skills in customs and foreign trade are critical
for enterprises seeking to become or remain
competitive in international markets.
As EU enlargement simplied trade between
EU member states over the last 20 years,
expertise that used to be available in every
company with an international presence
became rare. Now, however, increasing glo-
balisation and the international division of
labour are triggering a sharp and ongoing
increase in the number of business contacts
with ‘third countries’. Handling trade with
these countries expertly is now an essential
component in business success.
Under German law, the export compliance
manager in any company – a member of the
management or executive board – is person-
ally liable for violations of export regulations.
The buck stops with the export compliance
manager: he or she cannot plead ignorance
of regulations or blame problems on misun-
derstandings.
Some of the skills required for tasks relating
to customs compliance and foreign trade are
already present in enterprises – but distrib-
uted over a range of positions and functional
areas. Often, individuals or groups within an
enterprise are not conscious of their own posi-
tion within the supply chain.
It follows that all companies with international
operations must create internal organisa-
tional structures that reect these structures
of personied responsibility appropriately
and respond professionally to the alarming
laxity with which the area of foreign trade is
often handled.
Denition
International trade is the exchange of
goods, services and capital across interna-
tional borders or territories (source: Wikipe-
dia). In Germany, the customs authorities
are subordinate to the Federal Ministry of
Finance and are tasked mainly with the col-
lection of tax in general, the levying of excise
duties in particular, the provision of clear-
ance procedures, risk analysis for the trade in
goods, the enforcement of market regulations
and debt collection on behalf of the Federal
Republic (Source: www.zoll.de).
Aims
Aims here fall into two categories: the (once-
off) task of creating the prerequisites for
developing new markets, and the medium/
long-term safeguarding of a cost-effec-
tive, low-risk and high-quality (and there-
fore also high-speed) supply chain.
Potential
• Opportunities to make strategic deci-
sions about entering foreign markets – in
advance,
• avoidance or at least minimisation of
legal risks,
• knowledge of and therefore also consider-
ation (and possibly avoidance or minimi-
sation) of tariff and non-tariff barriers
to trade,
• securing the stability of the supply
chain (for example through transparency,
processes, documentation),
• avoiding time delays (due for example to
customs clearance formalities, processing
of payments, issues with documentation or
labelling),
• reduction of costs (temporary storage
unrelated to transportation, interfaces and
media discontinuity, duration of transpor-
tation, customs and import duties, costs of
nance and risk mitigation).
126
Content
1) Finance
a) Optimised/adapted cash management,
b) export and import nance, including
letters of credit,
c) mid-term and long-term project
nancing,
d) state subsidies or loans.
2) Sales law
a) Preliminary contracts, contract draft-
ing,
b) specic aspects of international con-
tract law,
c) applicable law,
d) evaluation of contractual partners.
3) Pursuit of legal remedies abroad
a) The role of contracts, contract quality,
b) mediation, international arbitration,
c) legal disputes, place of jurisdiction.
4) Delivery and payment terms
a) Payment, trade, and insurance docu-
mentation,
b) (import and export documents for
foreign trade),
c) (customs documents),
d) delivery terms/INCOTERMS
®
,
e) payment terms (for example: DP, DA,
LC).
5) Risk management in roreign trade
a) Risk strategy,
b) risk analysis and evaluation,
c) awareness raising,
d) the most important risks: goods, cur-
rency, country-specic, payment and
product liability risks.
6) Foreign trade law, including customs law
a) Foreign trade regulations, e. g. the
German Foreign Trade & Payments
Act, Turnover Tax Act, Combined Heat
and Power Act and WTO/GATT rules,
b) customs law,
c) tax law,
d) mandatory reporting (German For-
eign Trade Statistics Act , Extrastat,
Intrastat, movement of payments and
capital),
e) market regulation.
7) Import and export clearance
a) Import clearance:
i. import procedures,
ii. types of customs tariffs,
iii. contingents,
iv. duties and rating,
v. origin of goods and preferences,
vi. customs procedures (including
partial relief from import duties,
re-exporting etc.).
b) Export clearance:
i. normal export clearance proce-
dures,
ii. customs procedures (for example
T1, T2, TIR, inward/outward pro-
cessing),
iii. export controls (restrictions depend-
ing on countries and goods, dual use,
export list).
Target group:
strategic and operative roles!
Possibilities for meeting requirements –
depends on content (see above)
1), 6)c. und 6)d. enterprise nance
department,
2) und 3) enterprise legal
department,
5) enterprise management,
4), 6)a., b., e. und 7).
Initial vocational training in recognised
occupations
• Management assistant in wholesale and for-
eign trade – specialising in foreign trade,
• foreign trade assistant (supplementary qual-
ication taken alongside an apprenticeship
such as forwarding clerk, open to school
leavers with a university entrance qualica-
tion (Abitur) and a training contract),
• business economist (foreign trade) (supple-
mentary qualication taken alongside an
apprenticeship, open to school leavers with
a university entrance qualication (Abitur)
and a training contract).

127
Advanced vocational training
• Business economist (foreign trade) (taken at
a training centre by students who have com-
pleted a recognised apprenticeship after
leaving school with a university entrance
qualication),
• management assistant for foreign trade,
• bachelor in nancial management.
Institutions of higher learning
• International business administration
and foreign trade,
• various specialist courses – mainly distance
learning,
• for example: IBA International Business
Administration and Foreign Trade at Hoch-
schule Worms,
• (B.A., M.A. and Diploma courses).
Company training
1. On-the-job
Opportunities exist here only in very well-
staffed enterprises. Exchange programmes
across enterprises could possibly be organ-
ised (for example between ZVEI members).
2. Off-the-job
A broad range of seminars and continuing
education options is available. Examples and
providers – the list is incomplete and in no
way intended as a ranking – include:
• Chambers of Commerce and Industry
• Chambers of Commerce
• TÜV Nord, TÜV SÜD
• DAA (Deutsche Angestellten Akademie)
• BVL (Bundesvereinigung Logistik) – Cus-
toms Expert Certicate (three modules deal-
ing with imports, exports and customs).
• HZA (Hamburger Zollakademie) www.
hza-seminare.de
• ZAK (Zoll- und Außenwirtschaftskolleg)
www.zollseminare.de
• AHV (Akademie Hamburger Verkehr-
swirtschaft) www.ahv.de
• BAA (Bayerische Akademie für Außen-
wirtschaft) www.bayerischeakademie.de
• SGD (Studiengemeinschaft Darmstadt,) for
example Foreign Trade and Export Manage-
ment course leading to CCI certicate
Additional notes:
• Former customs ofcers from the middle
and higher grades of the customs service
who are in pre-retirement or wish to switch
to private-sector employment make particu-
larly suitable candidates.
• The ofcial curricula for the qualications
‘Forwarding clerk’ and ‘Bachelor profes-
sional (CCI) of transport management and
operations’ demand only a rough (inade-
quate) knowledge of customs and foreign
trade.

ZVEI - German Electrical and Electronic
Manufacturers’ Association
Lyoner Straße 9
60528 Frankfurt am Main, Germany
Phone: +49 69 6302-0
Fax: +49 69 6302-317
E-mail: [email protected]
www.zvei.org
www.zvei.org
copyright title: ixtract GmbH
